
国際特許分類[B22D41/50]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 鋳造用容器,例.とりべ,タンディッシュ,カップまたは類似のもの (889) | 注湯ノズル (367)
国際特許分類[B22D41/50]の下位に属する分類
その製造または修理 (88)
注湯ノズルの支持,操作または交換のための手段 (32)
ガス吹込み手段を有するもの (50)
加熱または冷却手段を有するもの (18)
攪拌または振動手段を有するもの (1)
国際特許分類[B22D41/50]に分類される特許
71 - 80 / 178
連続鋳造に使用するノズル用耐火物及び連続鋳造用ノズル
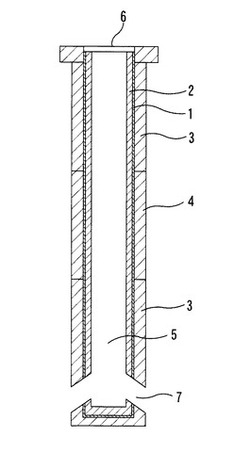
【課題】内孔側に高耐食性、高い付着防止性等の高機能の層を配置して耐用性を高めた連続鋳造用ノズルにおいて、その内孔側層と本体材質である外周側層との熱膨張差に起因する外周側層の押し割れを防止し、内孔側層を外周側層に所定の配置での固定をなし得る性状を備えると共に、鋳造途中の内孔側層の剥落を防止する機能を備えた連続鋳造用ノズルの中間層用の耐火物を提供する。
【解決手段】粒の平均半径Rと前記粒の平均の壁の厚みtの比がR/t≧10を満たす中空耐火骨材を10体積%以上75体積%以下含み、当該中空耐火骨材以外の残部の総量に占める割合として、Al、Si、Mgの単体金属若しくは合金の1種又は複数種を、それらの金属成分のみに換算して合計で0.5質量%以上15質量%以下、炭素を2質量%以上99.5質量%以下含む耐火物である。この耐火物を中間層1として、連続鋳造用ノズルの内孔側層2と外周側層3,4との間に配置する。
(もっと読む)
カーボンレスロングノズル

【課題】カーボンレス耐火物を内孔表面に配置したカーボンレスロングノズルにおいて、カーボンレスロングノズルの下端部の亀裂や割れの発生を軽減することが可能なカーボンレスロングノズルを提供すること。
【解決手段】炭素質原料が15〜40質量%である本体耐火物の内面1に、炭素質原料が10質量%以下(0を含む)のカーボンレス耐火物4を配置したカーボンレスロングノズルにおいて、カーボンレス耐火物の下端面41が、本体耐火物の下端面32から上方に20mm以上100mm以下の範囲に位置している、または、本体耐火物の下端面から上方に20mm以上100mm以下の範囲を起点として下方側はカーボンレス耐火物の厚さが小さくなり、しかもカーボンレス耐火物の下端面は本体耐火物の下端面とほぼ一致しているカーボンレスロングノズルである。
(もっと読む)
連続鋳造用ノズルの中間層用の耐火物及び連続鋳造用ノズル
【課題】内孔側に高耐食性、高い付着防止性等の高機能の層を配置して耐用性を高めた連続鋳造用ノズルにおいて、その内孔側層と本体材質である外周側層との熱膨張差に起因する外周側層の押し割れを防止すると共に、内孔側層を外周側層(連続鋳造用ノズルの本体)に所定の配置での固定をなし得る性状を備えた連続鋳造用ノズルの中間層用の耐火物(モルタル)及びその中間層用の耐火物を使用した連続鋳造用ノズルを提供すること。
【解決手段】本発明の連続鋳造用ノズルの中間層用の耐火物は、粒の平均半径Rと前記粒の平均の壁の厚みtの比がR/t≧10を満たす中空耐火骨材を10体積%以上75体積%以下含むものである。この耐火物を中間層1として、連続鋳造用ノズルの内孔側層2と外周側層3,4との間に配置する。
(もっと読む)
溶融金属ノズル用耐火物およびその亀裂部からの大気吸引防止方法
【課題】 溶融金属容器から溶融金属を注出する溶融金属ノズル用耐火物を熱スポーリングによる亀裂から大気を吸い込むのを防止し、耐火物の亀裂近傍の組織酸化を防止し、組織劣化も抑制、漏鋼トラブルも発生しないようにすることにある。
【解決手段】 取鍋やタンディッシュ等の溶融金属容器から溶融金属を注出する溶融金属ノズル用耐火物1を熱スポーリングによる亀裂部から外気の空気をノズル内に吸引するのを抑制するために、上記ノズル用耐火物1の外周面部に所定の温度で溶融して亀裂11、12部に侵入して亀裂11、12部を閉塞する亀裂閉塞材13を塗布するものである。
(もっと読む)
連続鋳造用ノズル及びその製造方法
【課題】内孔側に高耐食性、高い付着防止性等の高機能の耐火物層を配置して耐用性を高めた連続鋳造用ノズルにおいて、その内孔側層と本体材質である外周側層との熱膨脹差に起因する外周側層の押し割れを防止すると共に、鋳造途中の内孔側層の剥落を防止することができる連続鋳造用ノズル及び製造方法を提供する。
【解決手段】内孔側層2と中間層4の境界部分、及び中間層4と外周側層3の境界部分が直接接触し一体化した構造を持ち、中間層とこの中間層に隣接した内孔側層及び外周側層との1000℃非酸化雰囲気中における接着強度が0.01MPa以上1.5MPa以下であり、かつ、2.5MPaの加圧下、1000℃非酸化雰囲気における中間層の可縮率K(%)が10%以上80%以下の連続鋳造用ノズルである。
(もっと読む)
連続鋳造用の浸漬ノズル
【課題】二孔とそれを連結するスリットを有する浸漬ノズルにおいて、溶鋼を浸漬ノズルの開孔部全方向に均一に吐出することで、介在物欠陥や気泡欠陥の発生を抑制し鋳片の品質を向上させる。
【解決手段】溶鋼を鋳型3内に注入する浸漬ノズル1において、浸漬ノズル1下端近傍に形成され、浸漬ノズル1の中心線上から鋳型幅方向に向けて対称に開孔した一対の吐出孔と、該浸漬ノズル1底部に形成され、前記一対の吐出孔を連結する開孔スリットを備えており、前記吐出孔の吐出角度θが、水平方向を基準として仰角5°から30°の範囲内にあり、前記一対の吐出孔と前記開孔スリットとで構成される開孔部の、鋳型幅方向内側両端面への水平投影面積の和をSS、前記開孔部の鉛直下向き投影面積をSBとし、投影面積比SS/SBが、2.5≦SS/SB≦15の範囲内にあることを特徴とする連続鋳造用の浸漬ノズル。
(もっと読む)
連続鋳造用浸漬ノズル
【課題】本発明は、筒状耐火物に設ける金属ケースを外側と内側の二重状とし、押し付け力や応力による筒状耐火物の首部の破損を防止することを目的とする。
【解決手段】本発明による連続鋳造用浸漬ノズルは、筒状耐火物(1)の外表面の一部又は全体に設けられた内側金属ケース(12)と、前記筒状耐火物(1)のテーパ状部(11a)に対応しかつ内側金属ケース(12)に形成された金属テーパ状部(12a)と、前記内側金属ケース(12)の外側に設けられた外側金属ケース(13)とを備え、前記各金属ケース(12,13)の少なくとも一部は接合している構成である。
(もっと読む)
溝付浸漬ノズルを用いた極低炭素鋼又は低炭素鋼の連続鋳造方法
【課題】極低炭素鋼又は低炭素鋼を連続鋳造するに際し、ホール性欠陥やパウダー性欠陥の少ない高品質なスラブを高い生産性で製造する技術を提供する。
【解決手段】溶鋼吐出孔2の内底面3に溶鋼吐出溝5を刻設する。下記式(1)〜(3)を満足する。鋳造速度Vc[m/min]を1.6〜2.4とする。溶鋼過熱度ΔT[℃]を20〜45とする。
a/A=0.1〜0.9・・・(1)
b/B=0.4〜1.0・・・(2)
Δθ[deg.]=15〜45・・・(3)
ただし、aは溶鋼吐出溝5の刻設幅、Aは溶鋼吐出孔2の外周側開口縁9の幅、bは溶鋼吐出孔2の内底面3と溶鋼吐出溝5の内底面との交差線10と、浸漬ノズル1の外周面と、の径方向における離隔距離、Bは浸漬ノズル1の周壁の厚みである。
(もっと読む)
連続鋳造用浸漬ノズル
【課題】中厚スラブの高速鋳造において、鋳型内の溶鋼流の偏流及び湯面変動を少なくして、スラブ品質及び生産性の向上が図れる連続鋳造用浸漬ノズルを提供する。
【解決手段】浸漬ノズル10は、上端に流入口12を有する円筒状の上部11aと、扁平断面とされた下部11cと、上部11aと下部11cとを繋ぐテーパー部11bとを有し、流入口12から下方に延びる流路13が内部に形成された、底部20を有する管体11からなる。下部11cの短辺側側壁18には、流路13と連通する第一の吐出孔14が底部20に近接する位置に形成され、一対の第一の吐出孔14、14間には、流路13の長辺側内壁19から内方に突出する突条部15が形成されている。底部20には、流路13と連通する一対の第二の吐出孔16、16が形成され、第一の吐出孔14と第二の吐出孔16は、短辺側側壁18に形成された鉛直方向に延在するスリット17によって連通している。
(もっと読む)
鼓型堰ないし分割型堰付き浸漬ノズルを用いる極低炭素鋼又は低炭素鋼の連続鋳造方法
【課題】低炭素鋼等を鋳造するに際し、ホール性欠陥とパウダー性欠陥を同時に低減できる技術を提供する。
【解決手段】浸漬ノズル1の内側底面3に延在方向中央が狭窄された整流突部4を設けた浸漬ノズル1を採用する。溶鋼の渦は整流突部4の延在方向中央で拘束されるので、鋳型厚み方向の偏流のみならず鋳型幅方向の偏流をも低減できるようになる。
(もっと読む)
71 - 80 / 178
[ Back to top ]