
国際特許分類[B22D41/58]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 鋳造用容器,例.とりべ,タンディッシュ,カップまたは類似のもの (889) | 注湯ノズル (367) | ガス吹込み手段を有するもの (50)
国際特許分類[B22D41/58]に分類される特許
41 - 50 / 50
アルミキルド鋼の連続鋳造方法
【課題】 1分間当たりの溶鋼注入量が4トン以上の高速鋳造条件下でアルミキルド鋼を連続鋳造するに当たり、溶鋼中のAl2 O3 による浸漬ノズルの閉塞を防止し、連々鋳を実施する。
【解決手段】 タンディッシュ1の底部に設置した、ガス吹込部を有する上ノズル3と、該上ノズルに接続するスライディングノズル4と、該スライディングノズルに接続する浸漬ノズル9と、から構成される溶鋼注入手段を用いてタンディッシュ内のアルミキルド溶鋼17を鋳型2内に注入する際に、前記ガス吹込部を構成するポーラス煉瓦の平均気孔径を30μm〜50μmとするとともに、Arガス吹き込み量が溶鋼注入量1トン当たり2.0NL以上となるようにガス吹込部からArガスを吹き込みながら、1分間当たり4.0トン以上のアルミキルド溶鋼を鋳型内に注入する。
(もっと読む)
ガス吹き込みノズルの耐火性シール材

【課題】多数回連続鋳造の条件下においても、本体耐火物とメタルケース等との間のシール性を維持することのできる耐火性シール材を提供することによって、鋳造の最後まで必要なガス吹き込み処理を可能とすること。
【解決手段】 SiO2質超微粉末1質量%以上30質量%以下で含有し残部が耐火性骨材からなる耐火物粉末100部に対し、SiO2/R2O(R:アルカリ金属)のモル比が1.90以上3.30以下である珪酸アルカリ水溶液を無機質結合材として外掛けで20質量%以上50質量%以下添加した耐火性シール材。
(もっと読む)
耐火要素に流体循環ラインを接続する装置と耐火要素
本発明は、円筒状穴(5a、5b)を備えた壁を有する、耐火要素(1)に流体循環ライン(6)を接続するための装置であって、穴の中に位置するものとして意図したガスケット(14)と、穴の外側からガスケットを圧縮する第一支持要素(13)とを包含する装置に関する。
穴に差込まれる第二支持要素(9b)は、第一支持要素(13)と伴に、ガスケット(14)を挟み込み、ロッド(9a)は、ガスケットを圧縮するために、二つの支持要素をより近接させる。
本発明は又、二つの支持要素(9b、13)と、これらの支持要素に挟まれる締付けガスケット(14)とを受けるために、一定の大きさに作られた円筒状穴(5)を備えた耐火要素(1)、とりわけノズル又は鋳込みシュラウドに関している。  (もっと読む)
(もっと読む)
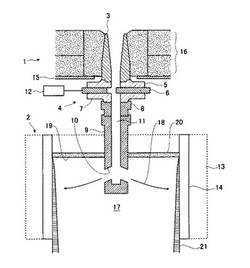
冶金学的容器の通過流量の調節方法及び冶金学的容器の底部ノズル
【課題】液体金属材料あるいは固体金属材料の品質を損なうことなく、簡単且つ信頼下にそれ材料の付着による底部ノズルのノズル詰まりを最小化する改善された技法を提供することである。
【解決手段】床1の内部にアッパーノズル3を設け、外側には鋼製のハウジング5を有し、アッパーノズル3の下方に液体金属の流量を調節するスライドゲート6を配置し、スライドゲート6の下方にはロワーノズル7が配置される。液体金属2が通過流れ孔9を通して液体金属容器8に流入し、温度センサー10がロワーノズルの外側位置で前記温度を測定する。温度センサー10は、圧力センサー11と共に、不活性ガス入口孔13から圧力制御体12を介して液体金属2内に供給されるアルゴン量を調節する。
(もっと読む)
連続鋳造中の溶鋼加窒方法
【課題】 RH脱ガス処理終了後の溶鋼への加窒を工程を増やすことなく実施する方法を提供する。
【解決手段】 RH真空脱ガス処理終了後の溶鋼4を取鍋1からタンディシュ2へ注入する際に取鍋1とタンディッシュ2との間のシール用の窒素ガスの噴出量を調整しながらシール・ウール9で包囲されたタンディッシュカバー6の注入口7の周辺部に配設のシールガスの噴出口11から、取鍋1の出鋼口5からタンディシュ2へ注入中の溶鋼流8に、窒素ガス20を噴出して溶鋼4に加窒することからなる連続鋳造中の溶鋼への加窒方法。
(もっと読む)
ガスを吹き出す機能を有する溶融金属排出ノズル
【課題】 溶融金属排出ノズルの嵌合部に介在物等の付着を嵌合部付近の領域全体から集中的に、且つ均等に、さらには安定的にガスを供給することができるガスを吹き出す機能を有する溶融金属排出ノズルを提供し、ノズル内孔への介在物等の付着と閉塞による溶融金属流の制御性能の低下を防止すること。
【解決手段】 上ノズル10の本体を形成する耐火物構造は、内孔面1から外周方向の半径方向にかけて、内孔に面して設けられた緻密質耐火物層2と外周面に面した設けられた緻密質耐火物層3の間に形成された通気性耐火物層4の三層構造からなる。通気性耐火物層4は、ガス導入管9から導入されたガスの流通経路として機能し、ガス導入位置からストッパー5の嵌合部6まで延びて形成されている。
(もっと読む)
連続鋳造方法
【課題】 大きな設備投資を行わずに、連続鋳造時における浸漬ノズルの溶損を低減すること。
【解決手段】 鋼の連続鋳造時、浸漬ノズル1の外周部にカバー3を設置して、鋳型4へ溶鋼5を注入する耐火物製の浸漬ノズル1とモールドフラックス2が接触する部分とその上部を覆い、このカバーで覆った部分に不活性ガスを導入する。
【効果】 連続鋳造時、鋳型へ溶鋼を注入する浸漬ノズルの溶損速度を飛躍的に減少できる。
(もっと読む)
ガスパージノズルのための透過性耐火材料
透過性の樹脂結合組成物が記載され、ガス噴射ノズルにおける多孔質エレメントとしてその有用性を見出す。この透過性組成物は、不透過性の樹脂結合組成物を金属容器の代わりに用いることを特徴とする、容器のない樹脂結合ガス噴射ノズルにおいて特に有用である。有利には、樹脂結合組成物は、酸素が溶鋼に達することができる前に酸素を排除するための酸素ゲッターを含む。ノズルの製造方法が記載され、それは、標準的な樹脂結合組成物を透過性の樹脂結合組成物の周りに共プレスすることを含む。プレスされた断片は、約800℃未満の温度で硬化することができる。  (もっと読む)
(もっと読む)
鋼の連続鋳造用浸漬ノズルおよびそれを用いる鋼の連続鋳造方法
溶鋼の連続鋳造におけるノズル内孔部壁面へのAl2O3系介在物の付着をなくし、さらに、ノズル内孔内を流下する溶鋼流の偏流対策としての旋回羽根の効果を十分に発揮できる清浄鋼用連続鋳造用ノズルである。CaO/MgO重量比および見掛け気孔率を制御した耐火物によって構成し内層を3〜20mmの厚さで環状耐火物として設けた内孔に、旋回羽根を設置することで、内孔壁面および旋回羽根へのAl2O3系介在物の付着の防止と長時間に渡る溶鋼の偏流防止が効果的に実施でき、さらに上ノズルから旋回羽根上方位置間において不活性ガスを噴出させることで、Al2O3系介在物の浮上を促進して溶鋼への混入を押さえ、操業の安定と良好な高清浄度鋼品質が得られる。 (もっと読む)
鋼スラブの連続鋳造方法
【課題】 モールドパウダ起因の欠陥を低減し、高品質のスラブを鋳造するための鋼スラブの連続鋳造方法を提案する。
【解決手段】 タンディッシュ内の溶鋼を浸漬ノズル内にガスを吹込みながら、水冷鋳型に供給し溶鋼表面にモールドパウダを供給して鋳造するに際し、浸漬ノズル内に吹込むガス量f(Nl/min)を、溶鋼のスループットQ(ton/min )とモールドパウダの溶融時粘度μ(poise )とから決定される式、f≦AQ+2μ(A:定数)を満足するように定めて鋳造する。静磁場を印加する場合には、Aは5、静磁場を印加しない場合には、Aは4とするのが好ましい。吹込むガス量の下限は2Nl/minとするのがよい。
(もっと読む)
41 - 50 / 50
[ Back to top ]