
国際特許分類[B22F3/24]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属質粉の加工;金属質粉からの物品の製造;金属質粉の製造 (12,322) | 成形または焼結方法に特徴がある金属質粉からの工作物または物品の製造;特にそのために適した装置 (4,516) | 工作物や物品の後処理 (848)
国際特許分類[B22F3/24]の下位に属する分類
含浸処理 (129)
国際特許分類[B22F3/24]に分類される特許
31 - 40 / 719
銀合金装飾品の製造方法及び銀合金装飾品
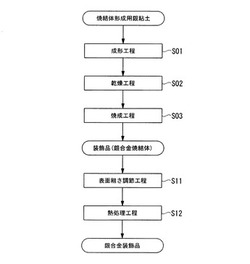
【課題】高価な金や管理コストが必要な硫化液を用いることなく、銀合金からなる装飾品の表面に着色を施すことができる銀合金装飾品の製造方法及び銀合金装飾品を提供する。
【解決手段】Cuを含有するAg−Cu合金からなる装飾品の表面に着色が施されてなる銀合金装飾品の製造方法であって、前記装飾品を構成するAg−Cu合金は、Cuの含有量が5質量%以上28質量%以下とされており、前記装飾品の表面粗さを、算術平均粗さRaで0.5μm以下とする表面粗さ調整工程S11と、酸素含有雰囲気で200℃以上500℃以下の温度条件で熱処理を実施する熱処理工程S12と、を備えていることを特徴とする。
(もっと読む)
希土類ナノコンポジット磁石およびその製造方法

【課題】残留磁化を向上させた希土類ナノコンポジット磁石およびその製造方法を提供する。
【解決手段】いずれもナノサイズの硬磁性相と軟磁性相とから成り、軟磁性相の結晶粒径が1nm〜100nmの範囲内にあることを特徴とする希土類ナノコンポジット磁石。典型的には、硬磁性相がNd2Fe14Bであり、前記軟磁性相がFeである。その製造方法は、硬磁性相と軟磁性相とから成なるバルク体を650〜800℃で熱間強加工することを特徴とする。
(もっと読む)
高強度−高剛性ベータチタニウム合金を製造する方法
【課題】引張伸びの特性に影響することなく機械的特性を向上させるベータチタニウム合金の製造方法を提供する。
【解決手段】ベータチタニウム合金にホウ素を導入することによって、TiB沈殿物を生成する工程;上記合金のベータ転移温度より高い温度において、上記TiB沈殿物を有するチタニウム合金を、均質化により熱処理する工程;上記ベータ転移温度より低い温度において、上記熱処理した合金を、熱金属加工する工程;上記ベータ転移温度より低い温度において、上記熱金属加工した合金を、溶体化処理により熱処理する工程;および、上記ベータ転移温度より低い温度において、上記溶体化処理した合金をエイジングする工程;を包含する、高強度、高剛性のベータチタニウムを製造する方法。
(もっと読む)
圧粉成形体の製造方法、および圧粉成形体
【課題】低損失な圧粉成形体を製造することができる圧粉成形体の製造方法を提供する。
【解決手段】軟磁性粒子の外周に絶縁被膜が被覆された被覆軟磁性粒子を複数具えてなる被覆軟磁性粉末を用いて圧粉成形体を製造する方法で、素材準備工程と、表面処理工程とを具える。素材準備工程では、被覆軟磁性粉末を加圧成形した成形体を用意する。表面処理工程では、素材成形体の表面の一部にウォータージェットを噴射する。素材成形体の表面の一部にウォータージェットを噴射することで、素材成形体の表面で複数の軟磁性粒子の構成材料同士が導通した導通部を除去でき、圧粉成形体の損失を低減できる。
(もっと読む)
採鉱及び構造物適用の超硬合金工具、及びその製造方法
【課題】低バインダー相の含有量と微細なWC粒径を有する表面領域とすなわち大きな耐摩擦性を備える超硬合金及びその製造方法を提供する。
【解決手段】Co及びNiからなる少なくとも1種のバインダー相中の硬質構成物、少なくとも一つの表面部分、及び内側部分を含み、表面部分の粒径は内側部分の粒径より小さい、採鉱用及び構造物用の超硬合金工具ボディであって、
微細な粒径を有する表面部分が、内側部分より少ないバインダー相含有量を有し、
表面部分の因子A=((wt%Cr/wt%バインダー相)+0.01)と、超硬合金工具ボディの最も少ないCr含有量によって特徴つけられる部分で採取した因子B=((wt%Cr/wt%バインダー相)+0.01)との比率A/Bが1.5以上であるようにCrを含有し、
微細な粒径の表面部分と粗い粒径の内側部分の間のCo含有量が最大である超硬合金工具ボディ。
(もっと読む)
鉄シリコン合金の製造方法
【課題】溶成工程や粉砕混合工程を経ることなくβ鉄シリサイドや半導体などに変換可能な高純度の鉄シリコン合金の製造方法を提供する。
【解決手段】粒径が10μm以下の鉄粉と粒径が10μm以下のシリコン粉を焼結型内に充填し、この粉末をパルス通電焼結法で加圧しながら直流パルス通電することにより、プラズマ放電が発生し電界作用でイオンの移動が高速となって粉末中にある酸化物や吸着ガスの除去が効果的に行われ、αFeSi2を主成分とした品質が良好で且つ緻密な焼結体が得られる。
(もっと読む)
焼結合金の製造方法
【課題】バレル処理により表面粗さを効率よく下げることができる焼結合金の製造方法を提供することを目的とする。
【解決手段】原料粉末を加圧して圧粉体を形成し、この圧粉体を焼結してなる焼結合金に焼入れ処理S31を施す焼結部品の製造方法において、前記焼入れ処理S21の前に第1バレル処理S2により焼結合金1の表面の凸部を除去すると共に表面の気孔を小さくし、、前記焼入れ処理S21の後にバレルを用いた精密仕上げS42により表面を平滑化する。このように焼入れ処理S21の前の比較的柔らかい状態で第1バレル処理S2を行うことにより焼結合金1の表面の凸部を除去すると共に表面の気孔を小さくし、焼入れ処理S31の後にバレルによる精密仕上げS42により焼結合金の表面を滑らかに加工して平滑化することができる。
(もっと読む)
R−T−B系焼結磁石の製造方法
【課題】R−T−B系焼結磁石と保持部材とが溶着せずに一回あたりの処理量を増加させ、生産効率を向上させるとともに、不純物ガスによるR−T−B系焼結磁石の磁気特性低下や重希土類元素RHの拡散によるR−T−B系焼結磁石の磁気特性向上効果が阻害されることを防止する、R−T−B系焼結磁石の製造方法の提供。
【解決手段】RH拡散源とR−T−B系焼結磁石体とを保持部材を介して交互に積層し、積層体を構成する工程と、前記積層体を処理容器内に配置する工程と、前記処理容器内の少なくとも一箇所にゲッターを配置する工程と、前記処理容器内を0.1Pa以上50Pa以下、800℃以上950℃以下の雰囲気にしてRH供給拡散処理を行う工程と、を含む。
(もっと読む)
チタン合金部材およびその製造方法
【課題】汎用性のある安価なα−β型チタン合金において、部材表層の高強度かつ高耐力化は勿論のこと、内部も高強度かつ高耐力化されたチタン合金部材およびその製造方法を提供する。
【解決手段】チタン合金からなる原材料の準備工程と、窒化処理により原材料の表層に窒素化合物層および/または窒素固溶層を形成して窒素含有原材料を作製する窒化工程と、原材料と窒素含有原材料とを混合して窒素含有混合材料を得る混合工程と、窒素含有混合材料の材料同士を接合すると共に窒素含有原材料に含まれる窒素を内部全体に亘って固溶した状態で均一に分散させて焼結チタン合金部材を得る焼結工程と、焼結チタン合金部材の熱間塑性加工工程とを備える。
(もっと読む)
粉末冶金加工を利用して一体型のヘッダ及び管取替え部分を製造する方法
【課題】コスト効率が高く、短い準備期間で可能で、かつ多くの取り付け溶接品を省くことができる、一体型のヘッダ及び管の取換え部分の製造方法を提供する。
【解決手段】一体型のヘッダ及び管取替え部分の製造方法であって、ヘッダと管の取替え部分のリバースモールド(逆形の型)を提供するステップと、微粒化鋼粉末を提供するステップと、リバースモールドを微粒化鋼粉末で充填するステップとを含んでいる。この方法は、モールドを熱間静水圧プロセス(HIP)炉に挿入し、粉末を固めて焼結させ、ヘッダ及び管取替え部分の形状にするステップを更に含んでいる。
(もっと読む)
31 - 40 / 719
[ Back to top ]