
国際特許分類[B22F5/10]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属質粉の加工;金属質粉からの物品の製造;金属質粉の製造 (12,322) | 製品の特殊な形状に特徴がある金属質粉からの工作物または物品の製造 (535) | 先行のサブグループに規定されていない,空洞あるいは穴のある物品 (110)
国際特許分類[B22F5/10]に分類される特許
11 - 20 / 110
アルミニウム多孔質焼結体の製造方法
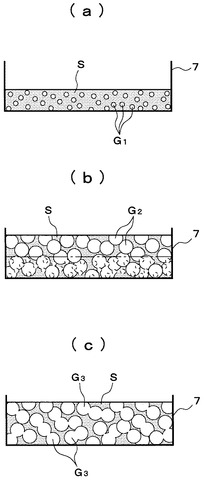
【課題】小孔径の三次元骨格構造を有する厚板状、ブロック状、円筒状等の開気孔型のアルミニウム多孔質焼結体を容易かつ確実に製造することができるアルミニウム多孔質焼結体の製造方法を提供する。
【解決手段】アルミニウム粉末に焼結助剤としてのチタン粉末および/または水素化チタン粉末を含むアルミニウム混合原料粉末、水および水溶性樹脂結合剤を混合することにより気泡を含む粘性組成物を得る粘性組成物調製工程と、この粘性組成物を所定形状を有する容器に充填して凍結、乾燥することにより焼結前成形体を得る焼結前工程と、上記焼結前成形体を、不活性雰囲気中または真空中において、上記アルミニウム混合原料粉末が融解を開始する温度をTm(℃)としたときに、Tm−10(℃)≦T≦685(℃)の温度T(℃)で加熱焼成する焼成工程とを有する。
(もっと読む)
熱間等方圧加圧法で部品を製造するための方法及び配置、コア、クラッディング用プリフォーム、及び、コアの使用
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
造粒粉末、焼結体および金属製フィルター
【課題】十分な空隙率と高い機械的特性とを両立する多孔質焼結体を製造可能な造粒粉末、およびかかる造粒粉末を用いて製造された焼結体および金属製フィルターを提供すること。
【解決手段】本発明の造粒粉末は、金属粉末と有機バインダーとを含むものであり、金属粉末中の複数個の金属粒子を有機バインダーで結着してなるものである。かかる造粒粉末は、各粒子の短径をAとし、長径をBとしたとき、A/Bの平均が0.1以上0.4以下となるものであり、かつ、質量基準の累積粒度分布における50%累積時の粒径が30μm以上150μm以下となるものである。このような造粒粉末を用いて焼結体を形成することにより、相対密度が60%以上92%以下である多孔質の焼結体が得られる。
(もっと読む)
金属製フィルターおよび金属製フィルターの製造方法

【課題】均一な大きさの連通気孔を含み、機械的特性の高い金属製フィルター、および、目的とする均一な大きさの連通気孔を含む高強度の金属製フィルターを確実に製造可能な金属製フィルターの製造方法を提供すること。
【解決手段】本発明の金属製フィルターは、金属粉末の焼結体で構成されるものであり、連通気孔を含むものである。この金属焼結体は、粒径の個数基準の頻度分布曲線において、頻度の極大値を2つ有することを特徴とするものである。また、本発明の金属製フィルターの製造方法は、原料粉末を所定の粒径のしきい値で分級して、小径側の粉末の一部を第1金属粉末とし、大径側の粉末の全部を第2金属粉末とする第1の工程と、第1金属粉末を第2金属粉末に加えて、第3金属粉末とする第2の工程と、第3金属粉末を成形・焼成して、金属製フィルターを得る第3の工程とを有する。
(もっと読む)
射出成形モールドのための組成物
【課題】粉末射出成形によると内部に空洞や貫通孔を有する製品は製造が困難であった。
【解決手段】50重量%以上100重量%未満の第1の熱可塑性樹脂と、残部である添加物であって、ポリオキシメチレン、ポリプロピレン、脂肪酸エステル、脂肪酸アミド、フタル酸エステル、パラフィンワックス、マイクロクリスタリンワックス、ポリエチレンワックス、ポリプロピレンワックス、カルナバワックス、モンタン系ワックス、ウレタン化ワックス、無水マレイン酸変性ワックス、ポリグリコール系化合物、および粉末射出成形用バインダより選択された一以上よりなる添加物と、を含む混合物よりなる、射出成形のための組成物を利用する。
(もっと読む)
焼結方法
【課題】粉末射出成形によると内部に空洞や貫通孔を有する製品は製造が困難であった。
【解決手段】第1の熱可塑性樹脂の粉末を含む第1の組成物を混練し、混練された前記第1の組成物を中子となるよう射出成形し、前記中子を外モールドに組み込むことによりモールドを組み立て、金属およびセラミックよりなる群より選択された何れかの粉末と、第2の粉末射出成形用バインダの粉末とを含む第2の組成物を混練し、混練された前記第2の組成物を前記モールドへ射出してグリーン体を得るべく射出成形し、前記中子を組み込んだまま前記グリーン体を焼結する、ことにより製造する。
(もっと読む)
棒状ボンド磁石およびその製造方法
【課題】 磁気特性が良好であり比較的長い、交互多極磁化された棒状ボンド磁石を得る。
【解決手段】 本発明は、磁性粉末と樹脂とを混練しコンパウンドを得る第一の工程と、上記コンパウンドを溶融させてキャビティ内に射出して、そのキャビティに向かって配置された配向用磁石により配向磁場を印加しながら上記コンパウンドを成形する第二の工程と、を有する棒状ボンド磁石の製造方法において、上記第二の工程は、軸方向に沿った側面がN極とS極とに交互に多極磁化され、半円状の断面を有する複数の単位ボンド磁石を成形する工程を有しており、上記複数の単位ボンド磁石の平面側を向かい合わせにして配置することにより円柱状に形成することを特徴とする棒状ボンド磁石の製造方法である。
(もっと読む)
銅多孔体の製造方法及び銅多孔体の塗膜層
【課題】不活性雰囲気下でなくても、簡便な条件下で銅微粒子を加熱処理することにより、銅多孔体を得られる銅多孔体の製造方法を提供すること。
【解決手段】粒径0.02μm〜0.5μmの銅微粒子が集合してできた長径0.3μm〜10μmの銅微粒子集合体を形成し、銅微粒子集合体を液状媒体に分散させて、銅微粒子集合体が複数個凝集した銅微粒子集合体が複数個凝集して形成された銅微粒子凝集体を含有する銅微粒子含有液を作製し、銅微粒子含有液を基材上に塗布後、150℃〜400℃で加熱処理する。
(もっと読む)
金属基複合材形成用鉄系プリフォーム及びジャーナル部構造
【課題】アルミニウム系合金による鋳包み性に優れ、安定した界面接合強度及び密着が確保できる金属基複合材形成用鉄系プリフォーム及び鉄系プリフォームを有するジャーナル部構造を提供する。
【解決手段】アルミニウム系合金母材で鋳包みされる金属基複合材形成用鉄系プリフォーム1のプリフォーム本体10に、内周面11と外周面12とを連通する第1〜第4貫通孔21A〜21Dを穿設すると共に、第1〜第4貫通孔21A〜21Dの内面に表面積拡大処理22cが施される。鋳包み工程において、アルミニウム系合金溶湯の凝固に伴う鉄系プリフォーム1の内周面11及び外周面12の周方向の収縮が、貫通孔21A〜21D内に侵入したアルミニウム系合金溶湯の凝固に伴う収縮によって均等に受け止められて、周方向の移動が抑制され、界面における隙間の発生が防止でき、鋳包み性に優れ、安定した界面接合強度が得られる。
(もっと読む)
焼結成形体及びその製造方法
【課題】焼結成形体の製造コストを低減すること。
【解決手段】焼結用金属粉末から成形されて焼結された焼結成形体は、形状が急変する形状急変部(36)を含む穴(35)と、焼結後に切除される切除予定部(34)にして穴(35)の輪郭の一部を形成する切除予定部(34)とを備えており、切除予定部(34)は、成形から焼結までの間に形状急変部(36)に発生する応力を、該切除予定部(34)が無いと仮定した場合に比べて低下させる。
(もっと読む)
11 - 20 / 110
[ Back to top ]