
国際特許分類[B23C1/12]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | フライス削り (3,222) | 特定の工作物または特殊加工用に設計されていないフライス盤 (84) | 傾度,例.水平または垂直のいずれにも,調整のできる主軸をもつもの (15)
国際特許分類[B23C1/12]に分類される特許
1 - 10 / 15
加工装置および加工方法
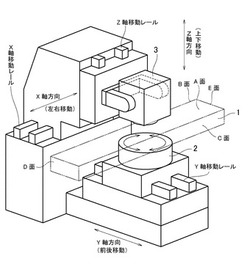
【課題】直方体(長手方向の長さはL)の底面以外の5面に対する加工を行う場合でも、2L長もの作業空間を必要とせず、加工装置をコンパクト化できる技術を提供することである。
【解決手段】ワーク台と、前記ワーク台上の被加工物を加工する加工用工具が取り付けられる取付部とを具備し、前記ワーク台は、X−Y−Z三次元直交座標系における(X,Y)面に平行な水平面内において回動可能に、かつ、Y軸方向に沿って移動可能に構成されてなり、前記取付部は、前記X−Y−Z三次元直交座標系における(Y,Z)面に平行な垂直面内において回動可能に、かつ、X軸方向およびZ軸方向に沿って移動可能に構成されてなる。
(もっと読む)
湾曲スロットを加工する球形カッター及び方法

【課題】翼形部のより完全な加工を行う、良好、迅速、低費用なカッター及び方法の提供。
【解決手段】球形カッター34は、中央キャビティ54を画定する開放及び閉鎖端部44、46を有する球形の本体42と、開放端部44において円形リム部58に沿って設けられる多点切れ刃71とを含み、球形の本体42は、概して半径と原点とによって画定される。切れ刃71を、周方向にリム部58に沿って設けられる支持歯62に取外し可能に取り付けられる切削用インサート60上に設けることができる。多軸コンピュータ数値制御加工機31のスピンドル32に、半径と原点とが回転軸48に沿って配置される状態に装着可能である。半径と原点によって画定される球面に沿ってスロット37の各々を加工することにより、加工機31を用いて円筒状ブランク12を加工して、ハブ14から半径方向外方に延在する周方向に離間した複数の一体的動翼18を成形できる。
(もっと読む)
高精度加工装置
【課題】切削抵抗もしくは研削抵抗などの加工負荷に起因する工具の撓みを解消し、高精度加工を行うことができる高精度加工装置を提供する。
【解決手段】円柱形状の加工面を有し加工面を回転軸24にて回転する工具4を備え、ワーク1に工具4の円柱形状の加工面を回転させながら当接させて加工を行う高精度加工装置において、ワーク1に対して工具4の回転軸24を水平方向に旋回する旋回駆動モータ5と、旋回駆動モータ5の非加工時の出力値および加工時の出力値を取得するトルクセンサ17、旋回駆動モータ5の非加工時の出力値と加工時の出力値とから工具4の回転軸24に対する撓み量を算出して、撓み量を解消するための旋回の旋回量を決定する演算部14と、工具4の回転軸24が旋回の旋回量と成るように旋回駆動モータ5を制御する制御部16とを備える。
(もっと読む)
被加工物への円弧溝加工方法
【課題】被加工物の表面に直角に円弧溝を加工することができる被加工物への円弧溝加工方法を提供する。
【解決手段】工作機を構成するテーブル10に被加工物11を固定し、前記工作機を構成するコラム1に装設したカッタホルダ6に、前記円弧溝12の溝幅より小さい厚みを有するサイドカッタ7を装着し、数値制御装置13からの指令信号に基づいて、前記サイドカッタ7を前記被加工物11の側方に位置決めした後、前記サイドカッタ7を回転させ、前記サイドカッタ7又は前記テーブル10を相対的に回転させて、前記被加工物の表面に沿って円弧溝を加工し、次に、前記サイドカッタ7を、前記被加工物11の側方において、深さ方向に位置決めした後、前記サイドカッタ7又は前記テーブル10を相対的に回転させる動作を、繰り返して、前記被加工物11の表面に所定幅及び深さの円弧溝12を加工する。
(もっと読む)
加工装置及び加工工具
【課題】 切削加工と研削加工が必要な円筒部分を有する被加工物に対する全工程に掛かる時間を短縮することができる加工装置及びその加工装置に用いられる加工工具を提供する。
【解決手段】 加工装置10Aに取り付けられる加工工具21は、切削加工用の切削刃先部71と研削加工用の研削砥石部72を有し、工具軸をワーク軸に対し所定角度傾斜するように配置し、加工工具と被加工物との相対移動を一度のみ行うことにより円筒部分に対する切削加工に続いて研削加工を行う。1つの加工工具を備えた1台の加工装置で切削加工と研削加工に対応できるため、従来必要であった両加工間の被加工物の付け替え等を無くすことができ、全工程の工数を低減することができる。
(もっと読む)
自動綾目歯切装置
【課題】吊りクランプのカムなどの加工物に綾目歯を効率的且つ自動的に加工形成することができる装置を提供する。
【解決手段】歯切加工すべきカムを厚さ方向に重ね合わせたカム列7をその円弧中心6で両側から挟持してテーブル12上にセットし、この状態で、カム列7を所定方向に回転させ且つ所定方向に横移動させながらダブルアンギュラーカッター32で所定角度傾斜した溝を所定ピッチごとに形成していく(第一工程)。次に、カッターの傾斜角度を反対にして、カム列を第一工程と同方向に回転させ且つ反対方向に横移動させながら逆向きに同角度傾斜した溝を所定ピッチごとに形成していく(第二工程)。各工程におけるカム列の回転速度・回転量と横移動速度・移動量は同期的に制御される。これにより、1サイクルの装置運転で複数個のカムに対して一挙に綾目歯を歯切加工することができる。
(もっと読む)
自動面取り装置
【課題】軸状の切削工具を回転させその切削工具周面の刃部でワークを切削する切削機を使用し、ワークを保持回転手段で保持して回転させると共に、ワークの回転軸に対して前記切削工具の回転軸を傾けてワークの被面取り部に前記刃部を斜めに接触させ、面取りするようにした自動面取り装置において面取り寸法にばらつきが生じにくい装置を提供する。
【解決手段】上記自動面取り装置1において、前記切削機5をワークWの回転軸Yと直交する面内で移動可能なように保持する切削機保持手段4と、前記切削機5をワークW側に向けて付勢する付勢手段6とを備え、前記付勢手段6による付勢によって切削工具5bをワークWに接触させると共にワークWの回転により切削工具5bを切削機5ごとカムフォロア的に移動させるようにした。
(もっと読む)
工作機械
【課題】刃物台や刃物台に設けるラムに干渉することなく、これらの側面と面一あるいはこれよりもう少し側方へ突出した位置で割出し自在となり、360度割出し自在で自動交換可能なユニバーサルアタッチメントを実現でき、故にこのように交換自在にして加工方向も広範囲となるため一層自在に様々な加工が行える極めて秀れた画期的な工作機械を提供すること。
【解決手段】工具アタッチメント9に回転工具7を取り付ける回動自在工具取付部10を360度割出し回動自在に設けて、自動交換自在なユニバーサルアタッチメントであって360度広範囲に割出し制御でき、工具7を伝達回転することもでき、様々な向きにミーリング加工が行える工作機械。
(もっと読む)
加工装置
【課題】 ウォームギヤ等の複雑な形状のワークに対するバリ取り及び面取加工を正確に効率良く実行できるようにする。
【解決手段】 本発明の加工装置1は基台2と、基台2に対して設けられワークWを保持して回転させるワーク保持・回転手段5と、基台2に対して設けられスライダ機構7を介してワークWに向かう方向に進退自在に構成され加工工具9を備えた加工手段11と、加工手段11を介して加工工具9をワークWに向かう方向に押圧させる押圧手段13と、加工手段11に対して設けられ、ワークWに当接することによりワークWの形状に倣って加工手段11全体を進退させる倣い手段15とを具備し、実施の形態ワーク保持・回転手段5はワークWを保持した状態でワークWの回転軸Lの角度を調整し得るワーク軸角度調整機構21を備えている。
(もっと読む)
形材加工方法
【課題】溶接又は摩擦攪拌接合によって、複数の形材を接合した際に形成される接合凸部8Bを、短時間に、かつ、精度良く切削、研摩することにある。
【解決手段】側構体8を載せる架台11は、側構体の長手方向に沿って複数配置されている。溶接部または摩擦攪拌接合部の接合凸部8Bは、側構体8の表面にその長手方向に沿って形成されている。走行体100は、側構体8の長手方向に沿って走行する。走行体のガーダ103には、コラム105が設置され、コラム105の下部にフライスカッター装置80と研磨装置90を設置している。フライスカッター装置80のフライスカッター81のフライス面は、半径Rの円弧状である。フライスカッター81は、垂直線に対してθ1の傾斜角度で切削を行なう。また、フライスカッター装置には、摺板85が設けられている。摺板85を押出し形材表面に接触させた状態で切削を行う。
(もっと読む)
1 - 10 / 15
[ Back to top ]