
国際特許分類[B23K101/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断により製造される物品 (3,265) | 無制限長さのバンドまたはシート (49)
国際特許分類[B23K101/16]に分類される特許
11 - 20 / 49
溶接部特性に優れた電縫管の製造方法
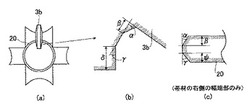
【課題】帯材の左右の幅端部を突き合せて電縫溶接して電縫管を製造するに際して、電縫溶接前の帯材の幅端部にテーパ形状を適切に付与することによって、溶接品質を良好に保持することができる溶接部特性に優れた電縫管の製造方法を提供する。
【解決手段】帯材20の左右いずれか一方の幅端部のみについて、帯材20の上面側または/および下面側にテーパ形状を付与した後、電縫溶接する。
(もっと読む)
帯状ワークの突合せ接合装置に用いる切断装置

【課題】 ピッチの異なるパイロット孔を夫々形成した数種類の帯状ワークに対応することができ、各帯状ワークを正確且つ容易に切断できると共に、取扱性や作業性、経済性等に優れた切断装置を提供する。
【解決手段】 パイロット孔Waを形成した帯状ワークWを切断して突合せ用溶接する帯状ワークWの突合せ接合装置に用いる切断装置1に於いて、切断装置1は、挿入穴9aを形成した雌型本体9と、雌型本体9の挿入穴9a内周縁部に着脱自在に取り付けた角柱形状の左右の切断下刃10と、挿入穴9a内に上下動自在に挿入れ、左右の切断下刃10との協働作用により帯状ワークWを切断する左右の切断上刃11aを備えた雄型11とから成り、各切断下刃10は、長手方向の四個所の稜線部が全て切断刃10aに形成されていると共に、各切断刃10aが左右の切断上刃11aに対向できるようにその向きを変えて雌型本体9に着脱自在に取り付けられる構成とする。
(もっと読む)
圧延設備用溶接機、圧延設備および圧延方法
【課題】 板圧延に使用する最適な溶接機等を提供するとともに、リーダー片の溶接とその後の分離等に関連して板圧延に最も有利な手順を含む圧延方法を提供する。
【解決手段】 圧延設備用溶接機10は、パスラインの下に設けたバックバーとパスラインの上に設けた溶接ガンとによってシリーズ溶接を行い、複数点を同時に溶接するものである。発明の方法では、出側巻取機4に保持させたリーダー片Lと圧延板Aの先端部とを点溶接機10によってつなぎ、圧延板Aの圧延を、入側巻取機3に向かう偶数パスで仕上げる。
(もっと読む)
鋼板のフラッシュバット溶接機の設備管理方法
【課題】フラッシュバット溶接機を構成する装置の補修、交換など、維持管理対象装置や、管理事項、時期などを簡易な方法で、かつ定量的に判定し、計画的な維持管理を可能とする管理方法を提供する。
【解決手段】連続冷間処理ラインにおいて先行鋼板と後行鋼板とを接合するフラッシュバット溶接機であって、かつアップセット完了後10秒以内に溶接線を中心とする所定幅の溶接部の鋼板幅方向の温度を2次元平面分布として測定する温度測定装置を備えたフラッシュバット溶接機において、アップセット完了直後の溶接線を中心とする所定幅の溶接部の鋼板幅方向の温度を2次元平面分布として測定し、同一素材、同一溶接条件での該温度分布の時系列変化に基づき、該フラッシュバット溶接機の異常を判断する。
(もっと読む)
レーザ切断装置、レーザ切断方法及びレーザ切断システム
【課題】簡易な制御によって様々な形状の部品をレーザ切断できると共に、切断済みの部品への粉塵等の付着や疵付きを防止でき且つその部品を確実に支持して送り出すことができるレーザ切断装置、レーザ切断方法及びレーザ切断システムを提供する。
【解決手段】本レーザ切断装置5は、板状の材料11を送り方向に移送する材料移送手段Aと、材料に向けてレーザ光を照射可能な加工ヘッドBと、加工ヘッドを材料の送り方向X及び幅方向Yに移動させるためのヘッド移動手段Cと、加工ヘッドの下方部の上流側で材料を支持し、且つ、加工ヘッドの送り方向への移動に伴って材料の支持領域R2を送り方向に拡縮する上流側支持手段(ベルトコンベア機構F)と、加工ヘッドの下方部の下流側で切断済みの部品を支持し、且つ、加工ヘッドの送り方向への移動に伴って切断済みの部品の支持領域R1を送り方向に拡縮する下流側支持手段(ベルトコンベア機構E)と、を備える。
(もっと読む)
画像形成装置、及びその制御方法
【課題】特殊な成分が含まれていない普通のラベル紙に対して当該ラベル紙がカールしない形態で画像形成処理を行えるようにする。
【解決手段】ラベル紙のラベル部に画像を形成する画像形成動作と連動して該ラベル紙の剥離層の外表面に切込みを形成させるように切込み形成手段としてのレーザ加工装置を駆動制御する。
(もっと読む)
レーザ溶接装置、レーザ溶接方法及び金属板材の製造方法
【課題】装置を複雑化または大型化せずに安定して高品質な溶接が可能であり、かつ維持が容易で安価なレーザ溶接装置を提供する。
【解決手段】並列に配置された複数の発振媒体と、発振媒体から放出されるレーザビームを伝送する光ファイバと、光ファイバが接続され、フォーカスレンズ及びコリメートレンズを有する加工ヘッドとを備え、レーザビームの波長が2μm以下であり、レーザビームの焦点のスポット径dが0.3mm以上となるように構成されているレーザ溶接装置とする。
(もっと読む)
レーザ加工装置及びレーザ加工方法
【課題】変化し得る搬送速度で搬送される被加工物に対して、その搬送方向に所定間隔毎に搬送方向と非平行な方向にレーザ加工を行うレーザ加工装置において、搬送速度の急激な変化にも対応することができるようにする。
【解決手段】レーザ発振器22と、レーザ発振器22から出射されるレーザ光を被加工物12に向けて誘導する光学装置24と、を備える。光学装置24は、レーザ光を被加工物に向けて反射するポリゴンミラー40と、該ポリゴンミラー40を回転駆動するサーボモータ46と、を備える。さらに、搬送速度に対応する周期で信号を送出する第1センサ60と、ポリゴンミラー40の回転速度に対応する周期で信号を送出する第2センサ62と、を備え、第1センサからの信号の周期の変化に応じて、前記レーザ光の発射タイミングを制御すると共に、前記第2センサ62からの信号が第1センサからの信号に追従するように、サーボモータ46の回転速度を制御する。
(もっと読む)
プリント基板のレーザ加工方法
【課題】 レーザを重ねて照射する重ね領域の溝底の深さを他の領域の溝底の深さとほぼ合わせることができるプリント基板のレーザ加工方法を提供すること。
【解決手段】 中心軸と直角方向の断面を、一辺が他辺よりも十分に大きい矩形にしたレーザ4を固定しておき、レーザ4の短辺と平行な方向(X方向)にマスク1とプリント基板6を互いに逆方向に走査させてプリント基板6のある領域を帯状に加工した後、マスク6とプリント基板6を走査方向と直角のY方向に相対的に移動させて新しい領域を加工することを繰り返して、プリント基板6に溝を加工するプリント基板のレーザ加工方法において、 領域を重ねる場合は、領域を重ねる側のレーザ4の短辺側を斜めの辺に形成したレーザ4により加工する。
(もっと読む)
粉末クラッド製造ラインの運転制御方法及び装置
【課題】板の幅に一致した幅で粉末を供給して圧着することができ、且つ粉末クラッドコイルの幅端面を揃えて巻き取れるようにする。
【解決手段】板コイル2の板1を巻き出す巻戻機3と、板1を引き込んで板1の表面に粉末を圧着して粉末圧着材5aを送り出す粉末圧延機4と、粉末圧着材5aを加熱し粉末を板1に融着させて粉末クラッド5を形成する加熱炉6と、粉末クラッド5を巻き取る巻取機10とを順次備えた粉末クラッド製造ラインの運転制御方法であって、巻戻機3と粉末圧延機4との間の板1の張力を一定に保持しつつ粉末圧延機4入口の板1の蛇行制御を行い、且つ、加熱炉6出口の粉末クラッド5の張力を一定に保持しつつ巻取機10入口の粉末クラッド5の蛇行に追随して巻取機10により幅端面を揃えて粉末クラッドコイル9に巻き取る。
(もっと読む)
11 - 20 / 49
[ Back to top ]