
国際特許分類[B23K11/14]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | プロジェクション溶接 (209)
国際特許分類[B23K11/14]に分類される特許
31 - 40 / 209
湾曲面への板材固着方法とアイコネクタの回り止め構造
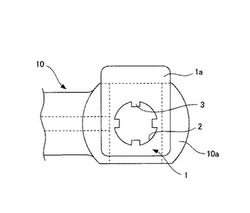
【課題】円筒面あるいは球面等の突出した湾曲面へ板材を簡単かつ強固に固着し、その技術をアイコネクタの回り止めに適応させる。
【解決手段】四角形状に形成され、その一端は固定部位に当接し回り止めとして機能する板材(1)に対し、コネクタ頭部(10a)の湾曲面と板材(1)との接合部に沿った形状に複数の突起部(3)を内径方向に突出して形成した孔部(2)を他端寄りに偏芯して穿設し、コネクタ頭部(10a)の湾曲面にその突出部(3)を当接させ、アイコネクタ(10)側と板材(1)側に電圧を印加して電気抵抗溶接によって両者を固着する。
(もっと読む)
ウェルドナットの取付け構造

【課題】パーツフィーダから供給されたウェルドナットがガイドロットに串刺しされ被取付け部材に落下して載った際に、所定位置に位置決めされるとともに、溶接の際にも回転移動しないように構成する。
【解決手段】被取付け部材であるリアサイドメンバー1に取付けるウェルドナット2の取付け座面5側に、複数個の溶接用突部4を形成するとともに、リアサイドメンバー1材側に溶接用突部4が嵌合する位置決め凹部1cを形成して、位置決め凹部1cに溶接用突部4を嵌合することによって、ウェルドナット2をリアサイドメンバー1におけるウェルドナット設置部1aに位置決めした状態で溶接することによりリアサイドメンバー1に取付けるように構成した。
(もっと読む)
溝付きスポット溶接電極を用いたスポット溶接方法
【課題】主筋側の異形棒鋼の伸び性を阻害することなく、主筋側の異形棒鋼とあばら筋側の異形棒鋼とを良好な溶着力で溶接可能なスポット溶接方法を提案すること。
【解決手段】鉄筋コンクリート用棒鋼として用いられる主筋側の異形棒鋼1とあばら筋側の異形棒鋼2を、異形棒鋼1の一方の縦リブ11に接するように異形棒鋼2を交差状態に重ね合わせ、これらの重ね合わせ位置を相互に溶接するスポット溶接方法において、主筋側の異形棒鋼1の他方の縦リブ12の側に押し付けられるスポット溶接用のスポット溶接電極3として、その先端面31が縦リブ12に掛からないように、当該先端面31に一定幅の溝32が形成されている溝付きスポット溶接電極を使用する。先端面31における溝32の両側の縁端部33a、34aを、異形棒鋼1の縦リブ12の両側から延びている竹節13、14の部位に押し付け、この状態でスポット溶接を行う。
(もっと読む)
溶接ナット部を有する自動車用構造部材及びその製造方法
【課題】優れた遅れ破壊特性及び高い静的強度を得ることが可能な、溶接ナット部を有する自動車用構造部材及びその製造方法を提供する。
【解決手段】溶接前の引張強さが1100MPa以上の高強度鋼板1にピアス孔11を設け、該ピアス孔11の中心11aと溶接ナット2のねじ孔22の中心22aとが概略一致した状態で、高強度鋼板1と溶接ナット2とを加圧しながら通電加熱を行うプロジェクション溶接によって各々が接合されることで得られるものであり、溶接ナット2は、高強度鋼板1との接合面2aに略半球状のプロジェクション部21が設けられており、且つ、高強度鋼板1において、溶接熱影響部13の板厚方向の深さH1と、高強度鋼板1の板厚H2との関係が、次式{H1/H2=0.05〜0.5}を満たす構成を採用している。
(もっと読む)
ナット供給装置
【課題】汎用の抵抗溶接機を加工・改造することなく容易に取り付けることが可能であると共に、ナット位置精度の確保を可能とするナット供給装置を提供する。
【解決手段】ナット供給装置1は、上端のナット取込口2aから取り込んだナットNを下端のナット保持部2bに向けて滑落移送するシュート2と、シュート2を昇降する昇降機構と、シュート2を開閉する開閉機構とを備え、シュート2は、シュート2の軸線に沿って分割され互いに近接及び離間する一対の分割片2L、2Rよりなる。昇降機構及び開閉機構は、溶接機の可動部材である上部電極31と、溶接機の非可動部材との相対的な上下動により作動する。上部電極31が最下降してシュート2が最下降位置にあるときにシュート2の両分割片2L、2Rが互いに離間したシュート開状態となり、ナット保持部2bによるナットNの保持が解除されてナットNが下部電極32上に載置される。
(もっと読む)
塗装鋼板の溶接方法
【課題】片面が絶縁皮膜で覆われている金属板の絶縁皮膜で覆われている面とそれに接触する面とを通電可能として両者を抵抗溶接で接合する方法を提供する。
【解決手段】片面が絶縁皮膜で覆われている金属板に先端形状が平らなパンチとそれと対になるダイで絶縁皮膜がない側から金属体を打ち抜くことによって打ち抜き孔内面下端部の金属体を絶縁皮膜形成面側に露出させ、当該露出部を接合させる金属体に接触させて通電し、抵抗溶接する。
打ち抜くパンチとダイの形状は、打ち抜く断面が円形であることが好ましい。
(もっと読む)
溶接補助装置
【課題】本発明は、ワークに向きが異なる複数の溶接部位がある場合であっても、溶接補助装置が高コストにならないようにするとともに、溶接時の安全性を確保できるようにすることを目的とする。
【解決手段】本発明に係る溶接補助装置は、ワークの溶接部位を溶接機の溶接位置12にセットする際に使用される溶接補助装置であって、支持台15に対して水平回転可能に構成された回転部材22と、途中部分が回転部材22に対して上下回動可能な状態で連結された昇降リンク25と、昇降リンク25の先端部分に自在継手30を介して連結されており、前記ワークを支持可能に構成されたワーク支持部材40とを有する。
(もっと読む)
抵抗溶接構造及び抵抗溶接方法並びに被溶接部材及びその製造方法
【課題】接合部に適正な加圧力及び熱量を付与することができて信頼性の高い溶接部を生成可能な抵抗溶接構造及び抵抗溶接方法を提供すること、並びに、これらの抵抗溶接構造及び抵抗溶接方法の実施に好適な被溶接部材とその製造方法を提供すること。
【解決手段】金属板をもって形成された素材1の片面に凹部2を形成すると共に、当該凹部2の底面又は裏面にプロジェクションを形成する。凹部2内かつプロジェクション3の周辺部分における素材1の板厚をD2、凹部2外における素材1の板厚をD3としたとき、これら各部の板厚がD2<D3の関係となるように、被溶接部材1Aを構成する。
(もっと読む)
抵抗溶接の接合構造と接合方法
【課題】溶接時に接合部材同士の接合部全体に溶接用電極の加圧が加わる信頼性の高い接合構造と接合方法を提供する。
【解決手段】突合せ接合する接合部材の一方の端部に傾斜面または凸形状で2面以上の傾斜面もしくはR面を有し、他方の接合部材の端部が当該凸形状で2面以上の傾斜面またはR面に突合せられた状態で加圧し、溶接電流を通電して発熱させて溶融接合する。具体的には先ず凸形状部の突合せ面が接合部材の電気抵抗と接合部材同士の接触抵抗で発熱して溶融し、ついで接合面全体が発熱し接合部材の接合面全体が軟化または溶融する。この時に接合面の形状は変形とともに滑りが発生し形状が変化し接合面全体が接合する。
(もっと読む)
接続端子およびその製造方法
【課題】クラッド材と同等の接合強度が得られる接続端子を提供する。
【解決手段】接続端子を構成する銅板の被接合材を接合したい部分にろう材を接合し仮固定するため抵抗溶接する。このため銅板には単数もしくは複数のプロジェクションを成形し、これを抵抗溶接機の対向するように配置した一対の電極で挟み込みながら加圧して、通電することで銅板とろう材が接合され接続端子となる。
(もっと読む)
31 - 40 / 209
[ Back to top ]