
国際特許分類[B23K26/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 結合,例.溶接 (1,551)
国際特許分類[B23K26/20]の下位に属する分類
スポット溶接 (41)
シーム溶接 (18)
材料の性質を考慮したもの (343)
国際特許分類[B23K26/20]に分類される特許
901 - 910 / 1,149
粉末充填された溶接管、たとえばフラックス入り溶接ワイヤの製造方法
【課題】粉末充填された含む溶接管、フラックス入り溶接ワイヤを製造する方法を提供する。
【解決手段】長い薄い金属シートを連続的に供給して溝の形状にし、その中に充填成分を導入する。次に、こうして充填したシートを、2つの長手エッジをともにそれらが互いに接触するかほとんど接触するまで近づけることによって、実質的に管の形状にする。管を鉛直に対して45°ないし110°の角度で軸回転させ、管の前記2つの長手エッジをレーザービームによってともに溶接する。
(もっと読む)
レーザ接合方法

【課題】レーザ反射率や熱伝導率の異なる異種金属同士を高品質にかつ効率よく重ね溶接することができるレーザ接合方法を提供する。
【解決手段】鉄系材料からなる下板10と、鉄系材料よりもレーザ反射率および熱伝導率が高い銅系材料からなる上板11とを重ね合せ、上板11側からレーザLを照射して両板を重ね溶接するレーザ接合方法において、予め上板11に凹穴12を形成し、この凹穴12の底に照射パターンが形成されるようにレーザLを照射して、凹穴12の底の薄肉部分12aを集中的に加熱溶融する。薄肉部分12aを加熱溶融するので、それほどレーザのエネルギー密度を高くしなくても上板11を効率よく加熱溶融でき、これにより下板10側でエネルギーオーバーになることはなくなり、下板10における孔明きが防止され、また、ブローホールの発生原因となる低沸点成分のガス化も抑制される。
(もっと読む)
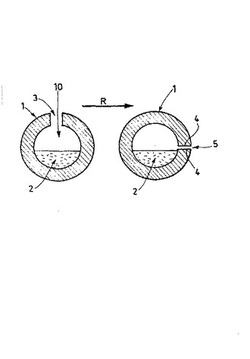
配線部材のレーザー照射式半田接合方法
【課題】カバーを通じて半田による配線部材の接合を行うこと。
【解決手段】互いに重ねられたバスバー1とバスバー2とをレーザー光透過性のカバー3を通じてのレーザースポット6の照射により半田接合する。半田5は、バスバー1、2の厚さ方向におけるレーザー照射側に位置するバスバー1の孔部4の充填されており、半田接合後、孔部4の内周面に半田フィレットが形成される。
(もっと読む)
眼鏡用金属部材の接合方法
【課題】眼鏡用金属部材同士を鈍らせることなく接合する方法、及びTi系金属材料の眼鏡用金属部材を十分な接合力で簡単に、且つ部材を変形させることなく接合する方法を提供することを目的とする。
【解決手段】第1の眼鏡用金属部材1と第2の眼鏡用金属部材2の接合部に対してレーザーを照射して溶接を行う。また、レーザーのエネルギ密度が350J/ cm2以上、且つ3000J/ cm2以下である。また溶接後、レーザーのエネルギ密度を下げて第2の溶接を行うことで、ビートを形成する金属組織を拡散させ、ビートを取り除くことができる。
(もっと読む)
半導体装置の製造方法
【課題】生産性及び歩留まりを向上させることができると共に、電気的動作性能及び信頼性が高い半導体装置を得ることができる半導体装置の製造方法を提供すること。
【解決手段】半導体装置1は、半導体チップ3と、その半導体チップ3上に形成されリードフレーム4と電気的に接続されるソース電極3a、ゲート電極3bとを有する。電極3aを、リードフレーム4の端部に形成された薄膜形状の接続部4aとレーザ溶接することで、リードフレーム4と電気的に接続する。
(もっと読む)
機械的なレーザー鑞接のためのシステム及び方法
【課題】クォーツ及び溶融シリカなどを鑞接した際の材料内の熱ひずみを減少させるための方法を提供する。
【解決手段】2つの被加工物12a、12bの間に結合層を配置する。放射源14として、被加工物の一方を通過して結合層26上に電磁波を照射する。放射源は結合層に吸収されるが、被加工物には実質的に吸収されない波長の電磁波である。ある実施形態において、被加工物は、結合層上に電磁波を照射する前に、所定の工程温度まで加熱される。
(もっと読む)
金属製液体タンクの製造方法
【課題】金属板を素材としたものであっても、溶接部からの破断を防止し、高い破断荷重を確保した溶接継手構造を備えた液体タンクを提供する。
【解決手段】液体タンク1を構成するアッパーパネル6及びロアーパネル7の端縁部にフランジ部を設けることなく、前記両パネルの一方の端縁部を他方の端縁部内に嵌合して両パネルの端縁部を重ね合わせた後、嵌合により形成されたすみ肉継手部分にレーザー光9を照射して溶接を施し、アッパーパネルとロアーパネルを外周に沿って溶接接合する。
(もっと読む)
レーザ溶接装置
【課題】 本発明は、パウダの溶着率が高く、高品質の溶接を行うレーザ溶接装置を提供する。
【解決手段】 レーザ光7の集光部分の近傍にパウダ状の溶融物を供給するための供給用出口5を前記レーザ光軸を略中心として複数有するチップ4と被加工物6の間隔WDを5mmから10mm、パウダ噴射孔5の直径Aを0.6mmから1.0mm、パウダ噴射孔5の数を8から16、レーザ集光径Bを2mmから4mm、レーザエネルギー密度を200W/mm2から1000W/mm2、パウダ送給量を30g/分から60g/分に設定する。
(もっと読む)
レーザ加工装置、レーザ加工方法およびレーザ加工品製造方法
【課題】内部に真空空間を有する加工品の製造において、製造工程数を低減し、加工品一つ当たりの製造時間を短くすることが可能なレーザ加工装置及び加工方法を提供する。
【解決手段】ふたつのワーク片W1,W2の接触又は近接する箇所にレーザ光を照射して該箇所を融着するレーザ加工装置であって、ふたつのワーク片を収容しうる真空チャンバHと、該真空チャンバ内に収容された該ワーク片の該箇所にレーザ光を照射して、該ワークの融着温度以上の温度に加熱して融着する融着手段とを備えている。
(もっと読む)
レーザ溶接装置およびレーザ溶接時の隙間制御方法
【課題】簡単な構造で両溶接部分間の隙間を精度良く制御して、レーザ溶接を確実に行えるレーザ溶接装置の提供を図る。
【解決手段】シルインナ10の溶接部分11とフロアパネル20の溶接部分21とを対峙させ、それら両溶接部分11,21をレーザ溶接装置1を用いて重ね溶接する際に、シルインナ10に励磁手段100を設けて、そのシルインナ10の溶接部分11を励磁してフロアパネル20の溶接部分21を引き付け、両溶接部分11,21間の隙間δを略一定に保持するようにしたので、レーザ溶接時の熱付加により両溶接部分11,21が残留応力等で互いに離れる方向に変形する場合に、励磁手段100によって両溶接部分11,21間の隙間δを略一定に保持できるので、励磁手段100を設けるという簡単な構造にして両溶接部分11,21間の隙間を精度良く制御してレーザ溶接を確実に行うことができる。
(もっと読む)
901 - 910 / 1,149
[ Back to top ]