
国際特許分類[B23K26/32]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 結合,例.溶接 (1,551) | 材料の性質を考慮したもの (343)
国際特許分類[B23K26/32]に分類される特許
41 - 50 / 343
樹脂成形品の製造方法
【課題】溶着面に光反射膜が存在する場合にも、レーザビームにより溶着を行える樹脂成形品の製造方法を提供する。
【解決手段】樹脂成形品の製造方法は、(a)溶着領域を有する吸光性樹脂部材21と、前記吸光性樹脂部材21の溶着領域に対応する溶着領域を有する透光性樹脂部材23とを準備する工程と、(b)前記吸光性樹脂部材に光反射膜を形成する工程と、(c)ビームスポット径が1.0mm以下となる第1の焦合状態で、レーザビームを前記吸光性樹脂部材の溶着領域に繰り返し照射し、該溶着領域上に形成された光反射膜を除去する工程と、(d)前記吸光性樹脂部材の溶着領域と前記透光性樹脂部材の溶着領域とを加圧接触状態とし、ビームスポット径が1.5mm以上3.5mm以下となる第2の焦合状態で、レーザビームを前記吸光性樹脂部材の溶着領域に繰り返し照射し、前記吸光性樹脂部材21と前記透光性樹脂部材23とを溶着する工程とを有する。
(もっと読む)
脆性材料基板の割断方法

【課題】脆性材料基板にレーザビームを照射して、互いに交差する2方向に沿って脆性材料基板を割断する方法において、レーザ出力や送り速度を途中で変化させることなく、交点における欠けやソゲの発生を防止する。
【解決手段】脆性材料基板50の、第1スクライブ予定ライン51aと第2スクライブ予定ライン51bとが交わって形成される4つ角部のそれぞれに反射部材7aを設ける。そして、第1スクライブ予定ライン51a及び第2スクライブ予定ライン51bに沿ってレーザビームLBを相対移動させながら照射して、基板50を溶融温度未満に加熱した後、基板50に対して冷却媒体を吹き付けて冷却し、基板50に生じた熱応力によって、第1スクライブライン52a及び第2スクライブライン52bを形成する。次いで、第1スクライブライン52a及び第2スクライブライン52bに沿って基板50を割断する。
(もっと読む)
ガラス溶着方法
【課題】 信頼性の高いガラス溶着体製造することが可能なガラス溶着方法を提供する。
【解決手段】 ガラス溶着体1を製造するためのガラス溶着方法において、溶着予定領域Rに沿ってガラス層3にレーザ光Lを照射する際に、ガラス層3における温度の時間変化を示す温度―時間曲線Fの初期温度Tiからガラス転移点Tgまで時間の平均の傾きが、当該曲線Fのガラス転移点Tgから溶着温度Tmまでの時間の平均の傾きよりも大きくなるように、レーザ光Lの照射を制御する。このため、ガラス層3の温度が初期温度Tiから溶着温度Tmに至るまでの時間を比較的長く維持しつつ、ガラス層3の温度が初期温度Tiからガラス転移点Tgに至るまでの時間を短縮することができる。よって、ガラス層3及びガラス部材4,5にクラックが生じることを防止して、信頼性の高いガラス溶着体1を製造することができる。
(もっと読む)
ガラス溶着方法
【課題】 信頼性の高いガラス溶着体を製造することができるガラス溶着方法を提供する。
【解決手段】 入熱量変化領域R1において入熱量を漸増させる。このため、エッジ部分E1及び入熱量変化領域R1において、ガラス層3やガラス基板40,50にクラックが生じることが防止される。しかも、入熱量変化領域R1に照射領域を初めて通過させるときに、照射領域の移動速度を漸減させる。これにより、入熱量変化領域R1において溶融再固化領域M1が末広がり状に形成される。この入熱量変化領域R1に照射領域を再度通過させることにより、有効部分同士を確実に封止できる。さらに、入熱量変化領域R2に照射領域を通過させるときに入熱量を減少させる。このため、別のガラス層3に照射領域を進入させるときに、エッジ部分E1においてガラス層3やガラス基板40,50にクラックが生じることが防止される。よって、信頼性の高いガラス溶着体を製造できる。
(もっと読む)
レーザー光を用いた接合方法
【課題】中間部材を介して管部材同士を接合する場合に、フランジ等を設けることなく、広い接合面積で接合できるようにするとともに、接合までの間に中間部材の位置ずれを抑制できるようにし、高い接合強度を得るとともに、シール性を確保できるようにする。
【解決手段】レーザー光Lを透過する樹脂製の第1管部材10の内側に、樹脂製の第2管部材20を挿入するとともに、第1管部材10の内周面と第2管部材20の外周面との間にレーザー光Lを吸収する樹脂製のレーザー光接合用中間部材30を配置する接合準備工程を行う。接合準備工程の後、第1管部材10の外側からレーザー光Lを照射して中間部材30を加熱することによって第1及び第2管部材10,20を中間部材30を介して接合する接合工程を行う。
(もっと読む)
樹脂溶着方法
【課題】 溶着予定領域において入熱過多による損傷が発生するのを防止しつつ樹脂部材同士を確実に溶着する。
【解決手段】 樹脂部材3と樹脂部材4とを溶着する際に、レーザ光Lの照射領域を溶着予定領域Rに複数回通過させる。これにより、溶着予定領域Rの一部分に対してレーザ光Lが断続的に照射されることとなるので、レーザ光の1回の照射で分解温度を越えるような温度上昇を防止することができる。しかも、レーザ光Lの照射領域を溶着予定領域Rに複数回通過させる際に、領域R1における温度プロファイルのピーク値が、樹脂部材3,4の溶融温度と樹脂部材3,4の分解温度との間に複数回現れるようにする。これにより、溶着予定領域Rにおいて損傷が生じるのを防止しつつ樹脂部材3,4を十分に溶融させることができる。よって、溶着予定領域Rにおいて入熱過多による損傷が発生することを防止しつつ樹脂部材同士を確実に溶着することができる。
(もっと読む)
樹脂溶着方法及び樹脂溶着装置
【課題】 環状の溶着予定領域において入熱過多による損傷が発生するのを防止しつつ樹脂部材同士を確実に溶着することができる樹脂溶着方法及び樹脂溶着装置を提供する。
【解決手段】 溶着予定領域Rにおいて樹脂部材3,4を互いに接触させた状態で、環状の溶着予定領域Rの一部分である領域Raに対しレーザ光Lの照射領域を再び通過させるときに、樹脂部材3,4の表面温度Tsを樹脂部材3,4の溶融温度未満の温度に維持する。そのため、非溶融状態の表面部分Sによって溶融状態の内側部分Mが閉じ込められる。これにより、溶融した樹脂の発泡が防止されるので、当該領域Raにおいて、溶着後にレーザ光Lの入射面が滑らかに維持される。しかも、溶融状態の内側部分Mの圧力が高まるので、当該領域Raにおいて、溶融した樹脂の混ざり合いが促進され、樹脂部材3と樹脂部材4とが強固に溶着される。
(もっと読む)
レーザ溶接方法およびその装置
【課題】レーザで重ね合わせ溶接する鋼板の重ね合わせ面となる部分に、加工を施すことなく、蒸発した金属ガスの抜け道となる隙間を形成することのできるレーザ溶接方法およびレーザ溶接装置を提供すること。
【解決手段】少なくとも一方がめっき鋼板である鋼板1、2を重ね合わせ溶接するレーザ溶接方法であって、鋼板1、2を重ね合わせ方向と交差する所定方向に位置決め保持し、鋼板1、2の重ね合わせ部3を重ね合わせ方向に振動させることが可能なクランプ40を用いて、当該重ね合わせ部を挟み込み、クランプ40により鋼板1、2の重ね合わせ部3を振動させている状態で、クランプ40の近辺における重ね合わせ部3をレーザ溶接する。
(もっと読む)
レーザー溶着装置
【課題】折れ角が大きい(例えば、120〜180°)熱可塑性樹脂製レンズと熱可塑性樹脂製部材とをその外周部全周にわたり、レーザー溶着することが可能なレーザー溶着装置を提供する。
【解決手段】レーザー光に対し透過性を有する熱可塑性樹脂製レンズとレーザー光に対して吸収性を有する熱可塑性樹脂製部材とを当接させた状態で保持する装置と、熱可塑性樹脂製レンズを透過し、熱可塑性樹脂製レンズが当接した熱可塑性樹脂製部材を照射し、前記熱可塑性樹脂製部材とこれに当接した前記熱可塑性樹脂製レンズとを溶融するレーザー光を走査するガルバノミラーと、第2円弧に沿って任意の位置まで移動させられるガルバノスキャン光学系とを備えており、第2円弧は中心が第1円弧の中心又はその近傍に設定され、かつ半径が第1円弧の半径よりも大きく設定されていることを特徴とする。
(もっと読む)
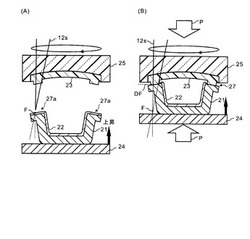
レーザー溶着を用いた車両用灯具製造方法
【課題】熱可塑性樹脂製レンズ表面の外周部全周を走査し、その全周にわたりレーザー溶着を行うことに起因する熱可塑性樹脂製部材に対する熱可塑性樹脂製レンズの沈み込み量を制御することが可能なレーザー溶着を用いた車両用灯具製造方法を提供する。
【解決手段】透過性を有する樹脂製レンズと吸収性を有する樹脂製部材とがレーザー溶着された車両用灯具を製造する方法において、樹脂製レンズと樹脂製部材とを加圧し互いに当接させて保持する保持工程と、樹脂製レンズを透過して樹脂製レンズ裏面の外周部が当接した樹脂製部材を照射し、樹脂製部材とこれに当接した樹脂製レンズとを接合するように、樹脂製レンズ表面の外周部全周にレーザー光を走査する走査工程とを含んでおり、樹脂製レンズ又は樹脂製部材のうち少なくとも一方には、前記一方が他方に対し沈み込んだ場合に、前記他方に当接するストッパが設けられている。
(もっと読む)
41 - 50 / 343
[ Back to top ]