
国際特許分類[B23K26/32]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 結合,例.溶接 (1,551) | 材料の性質を考慮したもの (343)
国際特許分類[B23K26/32]に分類される特許
21 - 30 / 343
レーザ接合方法および接合部品
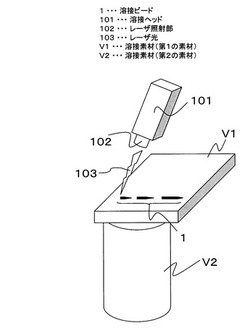
【課題】2つの素材を、熱影響を最小限にしながら十分な強度を有するレーザ接合方法を提供すること。
【解決手段】第1および第2の素材(V1,V2)を重ね合わせ、第1の素材(V1)側から第1の素材(V1)の表面にレーザ光(103)を照射させることで、両素材(V1,V2)を接合する際、第1および第2の素材(V1,V2)との重ね合せ部に対して、レーザ光(103)を移動させながら間欠的に照射させることで第1の素材(V1)の表面に溶接ビード(1)を形成し、かつ、溶接ビード(1)の長さは、徐々に短く形成することで解決できる。
(もっと読む)
溶接金属部の靭性に優れたレーザビーム溶接継手
【課題】引張強度が780MPa以上の鋼材で溶接金属部の引張強度が780MPa以上、且つ靭性に優れたレーザビーム溶接継手を提供する。
【解決手段】溶接金属が、mass%で、C:0.02〜0.14%、Ti:0.006〜0.05%、Al:0.02%以下、B:0.001%以下、O:0.02〜0.05%、C:0.14%以下、Ti:0.05%以下、Al:0.02%以下、B:0.001%以下、O:0.02%以上、Ceq(=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14、C、Mn、Si、Ni、Cr、Mo、V:各合金元素の含有量(mass%))が0.33〜0.53%の組成と、面積率で40%以上のアシキュラーフェライト相を含むミクロ組織を有し、レーザビーム溶接のシールドガスとして酸素供給ガスを含有するガスを用いたレーザビーム溶接継手。
(もっと読む)
溶接金属部の靭性に優れた鋼材のレーザ溶接継手
【課題】引張強度が780MPa以上の鋼材を用いた橋梁等の溶接構造物に好適な溶接金属部の靭性に優れるレーザ溶接継手を提供する。
【解決手段】溶接金属が、mass%で、C:0.02〜0.14%、Ti:0.008〜0.05%、Al:0.02%以下、O:0.02〜0.05%を含み、Ceq(=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14) ここで、Ceq:炭素当量(mass%)、C、Mn、Si、Ni、Cr、Mo、V:各合金元素の含有量(mass%)が0.33〜0.53%を満足する成分組成と、2μm以下の円相当直径を有するTi含有酸化物粒子を1mm2あたり2×104個以上有するアシキュラーフェライト相を含むミクロ組織を備えるレーザ溶接継手。
(もっと読む)
レーザ溶接方法

【課題】生産性を向上できるレーザ溶接方法を提供する。
【解決手段】表面処理が行われてめっき層W2・W2が形成される各ワークW・Wを重ね合わせ、各ワークW・Wの溶接形状に沿って走査するレーザ11を各ワークW・Wに照射することで、各ワークW・Wを溶融させるとともにめっき層W2・W2を気化させて、各ワークW・Wを接合するレーザ溶接方法であって、溶接形状に沿ったレーザ11照射後に、各ワークW・Wの溶融部W3の範囲内を走査するレーザ12・13を各ワークW・Wに照射する第一工程と、レーザ12・13照射後に、レーザ12・13の走査軌跡12L・13Lの範囲内を走査するレーザ14・15を各ワークW・Wに照射する第二工程と、を行う。
(もっと読む)
レーザ接合方法及びレーザ接合物
【課題】複数の材料相互をレーザ接合する際に、使用する材料を同一種類として材料費を抑える。
【解決手段】一対の合成樹脂材料1,3の接合面1a,3aを傾斜面として互いに向かい合わせることで、これら接合面1a,3a相互間に隙間5を形成し、この隙間5の広い側から狭い側に向けてレーザ光7を照射する。レーザ光7の照射によって隙間5の主に狭い側の接合面1a,3aが溶融し、この状態で合成樹脂材料1,3を互いに接近する方向に加圧する。これにより、溶融した溶融材料9の一部が隙間5の広い側に向けて流れ、隙間5の全域に溶融材料9が行き渡り固化することで、合成樹脂材料1,3相互が溶着接合される。
(もっと読む)
亜鉛めっき鋼板製部品のレーザ重ね溶接方法
【課題】スポット溶接に準じた接合条件でスポット溶接と同等の性能が得られ、スポット溶接の代替技術として実施するのに適したレーザ重ね溶接方法を提供する。
【解決手段】複数の突起1aは、それぞれが、前記2つの部品をスポット溶接する場合における個々の溶接スポットに相当する単位スポット2eの間に形成され、かつ、前記接合面の延在方向と略直交する方向に延びる稜線状突起1aとして形成されており、前記レーザを照射する工程は、前記単位スポットを囲む曲線状の単位レーザ走査2cを、前記各単位スポット2eに対して実施すること。
(もっと読む)
レーザー溶接用銅板材
【課題】レーザー溶接を容易に行うことが可能で、しかも、溶接部位に合金成分が混入することがなく、また、レーザーによって貫通孔が形成されてしまったり、剥離を生じたりすることもないレーザー溶接用銅板材を提供する。
【解決手段】銅材料或いは銅合金材料でなる銅系基板1と、前記銅系基板1の表面に形成された酸化銅皮膜2と、前記酸化銅皮膜2を介して前記銅系基板1の最表面に形成されたカーボン皮膜3よりなる。また、酸化銅皮膜2の膜厚は10nm〜10μm、カーボン皮膜3の膜厚は20nm〜50μmで、カーボン皮膜3はカーボン成分を95原子%以上含有する。
(もっと読む)
亜鉛めっき鋼板製部品のレーザ重ね溶接方法
【課題】傾斜面や曲面を含む立体形状のプレス部品の接合面に対しても、亜鉛蒸気を排出するための均一な隙間を安定的に形成でき、良好な溶接品質が得られるレーザ重ね溶接方法を提供する。
【解決手段】プレス方向Pと同方向に突出するパンチ3によって前記複数の突起1が加工され、前記複数の突起のうち、プレス方向に対して傾斜した接合面11dに形成された突起1aは、該接合面の前記プレス方向における等高線と平行に延びる稜線状突起として形成される。
(もっと読む)
偏光フィルムの製造方法
【課題】高い偏光機能を有する偏光フィルムを効率良く製造することができる偏光フィルムの製造方法を提供すること。
【解決手段】帯状のポリビニルアルコール系樹脂フィルムを先端側から移動経路に送り入れて該移動経路中で長手方向に延伸する第1の工程と、先行する第一のポリビニルアルコール系樹脂フィルムの後端側と次の第二のポリビニルアルコール系樹脂フィルムの先端側とを重ね合わせた状態で、重ね合わせ部分に対し、該重ね合わせ部分の表面におけるパワー密度が200W/cm2以上10000W/cm2以下、且つ、積算照射量が30J/cm2以上400J/cm2以下であるようにレーザー光を照射してレーザー溶着を実施することにより接合して連結する第2の工程と、を有し、連続して偏光フィルムを製造することを特徴とする偏光フィルムの製造方法。
(もっと読む)
レーザー光を用いた接合方法及びレーザー接合用中間部材
【課題】レーザー接合用中間部材の第1部材側、及びレーザー接合用中間部材を第2部材側の両方を確実に軟化又は溶融させることにより、第1部材及び第2部材の接合強度を十分に高める。
【解決手段】レーザー光透過性を有する第1部材1と、レーザー光吸収性を有する第2部材2との間に、レーザー光吸収性を有するレーザー接合用中間部材3を介在させ、第1部材1及び第2部材2をレーザー接合用中間部材3により接合するレーザー光を用いた接合方法において、第2部材2のレーザー光吸収率を60%以上に設定し、レーザー接合用中間部材3のレーザー光吸収率を40%以上60%以下に設定しておき、第1部材1及び第2部材2の間にレーザー接合用中間部材3を介在させた状態で、第1部材1、レーザー接合用中間部材3及び第2部材2を重ね合わせ、次いで、第1部材1側からレーザー光を照射する。
(もっと読む)
21 - 30 / 343
[ Back to top ]