
国際特許分類[B23K26/32]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 結合,例.溶接 (1,551) | 材料の性質を考慮したもの (343)
国際特許分類[B23K26/32]に分類される特許
31 - 40 / 343
蒸着用マスク、その製造方法及び蒸着方法
【課題】製造が容易であり、軽量かつ高弾性であると共に、熱膨張率を著しく小さくすることも可能な蒸着用マスクと、その製造方法と、この蒸着用マスクを用いた蒸着方法とを提供する。
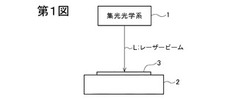
【解決手段】三次元移動ステージ2上にCFRP製マスク素板3が配置され、集光光学系1を介してレーザービームLがマスク素板3に照射される。三次元移動ステージ2を所定パターンに従って移動させることによりマスク素板3に蒸着通孔5を形成する。マスク素板3を不動とし、レーザービームLを走査移動させて所定パターンの蒸着通孔を形成してもよい。蒸着用マスク4にCFRP製の補強板6をレーザー照射による熱融着によって固着してもよい。
(もっと読む)
Ni基超合金に対する鉄鋼材料の溶接方法及び溶接継手

【課題】Ni基超合金に対して異種金属である鉄鋼材料を溶接により接合するに際して、両者を溶け合わせた金属とNi基超合金との境界に割れの無い健全な溶接継手を得ることが可能であるNi基超合金に対する鉄鋼材料の溶接方法及び溶接継手を提供する。
【解決手段】Ni基超合金であるタービン翼車4と、鉄鋼材料であるロータ軸2とを各々の境界部で溶接により互いに溶け合わせて接合するに際して、電子ビームEBの照射位置を制御して、タービン翼車4のNi基超合金とロータ軸2の鉄鋼材料との境界部で互いに溶け合わせて成る溶接金属6の混合比を0.5〜0.8とする。
(もっと読む)
異種金属の接合方法および異種金属からなる接合物
【課題】本発明は、歪や欠陥が少なく高い接合強度を有する健全な接合部を効率的に形成可能な異種金属の接合方法、および歪や欠陥が少なく高い接合強度を備えた健全な接合部を有する接合物を提供することを目的としている。
【解決手段】本発明の異種金属の接合方法の一態様は、接合されるべき被接合面を互いに有する金属からなる第1の部材と第2の部材とを介在物を介することなく直接、所定の継手でレーザ接合する接合方法であって、前記レーザに対するレーザ吸収率および融点が第2の部材よりも低い第1の部材の被接合面と第2の部材の被接合面と密着させて密着面を形成し、当該密着面を挟む双方の表面の隣合う領域に同時にレーザを照射することを特徴とする異種金属の接合方法である。
(もっと読む)
Ni基超合金に対する鉄鋼材料の溶接方法及び溶接継手
【課題】Ni基超合金に対して異種金属である鉄鋼材料を溶接により接合するに際して、両者を溶け合わせた金属とNi基超合金との境界に割れの無い健全な溶接継手を得ることが可能であるNi基超合金に対する鉄鋼材料の溶接方法及び溶接継手を提供する。
【解決手段】Ni基超合金であるタービン翼車4と、鉄鋼材料であるロータ軸2とを各々の境界部で溶接により互いに溶け合わせて接合するに際して、タービン翼車4のNi基超合金及びロータ軸2の鉄鋼材料を溶け合わせた溶接金属6と、タービン翼車4との境界部分に対して、電子ビームEBを周期的に偏向させつつ照射する。
(もっと読む)
異種金属溶接方法及び異種金属接合体
【課題】溶接割れを抑制し、ロバスト性を向上させることのできる異種金属溶接方法、及び溶接割れを抑制した高品質な異種金属接合体を提供すること。
【解決手段】ターボチャージャ1のロータ軸2とタービン翼車4の突き合わせ部分を1度全周に亘って電子ビームを照射する第1の溶接を終えた後に、ビーム照射位置を変位させて再度全周に亘って電子ビームを照射する第2の溶接を行う。
(もっと読む)
レーザ接合方法
【課題】
レーザ接合方法において、熱可塑性樹脂と金属の界面の密着性を向上させることで、接合時の熱応力による剥離を抑止し、信頼性の高い熱可塑性樹脂と金属のレーザ接合方法を提供する。
【解決手段】
接合前に、少なくとも熱可塑性樹脂の接合界面側には、表面改質処理を施すことによりバルク熱可塑性樹脂に比べ酸素官能基を多く含有した酸化層を形成する工程を有し、酸化層を形成した熱可塑性樹脂の表面エネルギーに比べ、接合面の金属の表面エネルギーを大きくした状態で、加圧し、レーザ照射して熱可塑性樹脂と金属を接合する。
(もっと読む)
異種材料接合方法
【課題】 少なくとも一方が樹脂材料からなる部材同士を確実に接合することができる異種材料接合方法を提供する。
【解決手段】 接合予定領域13における樹脂部材11,12の温度は、レーザ光Lの照射によって各樹脂部材11,12の材料のガラス転移点以上かつ流動開始温度未満の温度に上昇させられる。樹脂部材11,12の温度がガラス転移点以上の温度に上昇させられるので、樹脂部材11,12が接合予定領域13において選択的に弾性に富みかつ膨張することになる。このとき、樹脂部材11,12の温度が流動開始温度未満の温度に上昇させられるので、樹脂部材11,12の溶融に起因して表面活性化処理の効果が失われることが防止される。従って、レーザ光Lが照射された際に、樹脂部材11の表面11aと樹脂部材12の表面12aとが接合予定領域13において密着し、分子間力によって接合される。
(もっと読む)
異材接合方法
【課題】鋼材とアルミニウム系材とを異材接合させた複合構造材の引張剪断強度を高く維持しつつ、ピール強度を高くすることができる異材接合方法を提供する。
【解決手段】CsFを20乃至60質量%含有し、残部が実質的にKAlFからなるフラックスを、単位面積当たりの塗布量を0.5乃至5mg/cm2として接合部側の鋼板表面に塗布し、Si:1.75乃至2.1質量%を含有し、残部がアルミニウム及び不可避的不純物からなるソリッドワイヤを供給しつつ、前記アルミニウム又はアルミニウム合金材と鋼材とを溶融溶接する。
(もっと読む)
アルミニウム溶接構造体
【課題】溶接割れを防止できると共に、強度及び曲げ等の高い継手性能を有するアルミニウム溶接構造体を提供する。
【解決手段】アルミニウム合金材同士を溶加材を使用しないで溶融溶接することにより得られたアルミニウム溶接構造体において、前記アルミニウム合金材の組成が、Si:4.0乃至5.0質量%、Cu:0.6乃至1.10質量%、Mg:0.5乃至1.5質量%、Mn:0.3乃至0.5質量%を含有し、残部がAl及び不可避的不純物からなる。また、Al−Cu系合金材同士を溶加材を使用して溶融溶接することにより得られたアルミニウム溶接構造体において、溶接ビードが、上記組成を有する。
(もっと読む)
金属製板材のレーザー溶接方法
【課題】レーザー溶接を行う際に、板材間に隙間が無い場合であっても、隙間が広すぎる場合であっても、特別な治具や装置を不要にして設備費を低減するとともに、工程数の増加も回避し、健全なレーザー溶接を低コストで行えるようにする。
【解決手段】第1亜鉛めっき鋼板11及び第2亜鉛めっき鋼板12を重ね合わせて保持する準備工程と、第1亜鉛めっき鋼板11に、該第1亜鉛めっき鋼板11を第2亜鉛めっき鋼板12側へ向けて屈曲させるための屈曲用レーザー光を照射して、両板材11,12間に隙間が無い場合には隙間を生じさせ、一方、両板材11,12間の隙間が広すぎる場合には第1亜鉛めっき鋼板11の屈曲部分を第2亜鉛めっき鋼板12に接近させて隙間を調整する隙間調整工程と、溶接用レーザー光を照射して両板材11,12を溶接する溶接工程とを備えている。
(もっと読む)
31 - 40 / 343
[ Back to top ]