
国際特許分類[B23K26/32]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 結合,例.溶接 (1,551) | 材料の性質を考慮したもの (343)
国際特許分類[B23K26/32]に分類される特許
11 - 20 / 343
レーザ溶接方法
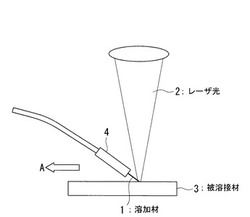
【課題】高反射材からなる大型部材及び長尺部材の部材に簡便に適用でき、且つ、高能率且つ変形を抑制して高品質に溶接できるレーザ溶接方法を提供することを目的とする。
【解決手段】レーザ溶接方法は、金属材料からなる母材3と主成分が同一であり、且つ、母材3よりも体積を小さくした溶加材1を、母材3の被溶接部に供給する工程と、溶加材1を供給すると同時に、または、溶加材1を供給した後の少なくともいずれかのタイミングで、被溶接部にレーザ光2を照射する工程と、を備える。
(もっと読む)
樹脂成形体と金属成形体とのレーザー溶着法及び複合成形体
【課題】樹脂成形体を劣化させることなく、樹脂成形体と金属成形体とを強固に接合できるレーザー溶着法を提供する。
【解決手段】樹脂成形体と金属成形体との間に、融点を有する熱可塑性エラストマー及びレーザー光吸収剤を含む樹脂組成物で形成された接着フィルムを介在させて樹脂成形体側からレーザー光を照射することにより樹脂成形体と金属成形体とを接合する。前記熱可塑性エラストマーは、融点より10℃高い温度での溶融粘度V10と、融点より50℃高い温度での溶融粘度V50との比V10/V50が10倍以下である。前記レーザー光吸収剤はニグロシン染料である。前記樹脂成形体は融点を有する熱可塑性樹脂で形成され、かつ接着フィルムの熱可塑性エラストマーは前記熱可塑性樹脂の融点より低い融点を有していてもよい。
(もっと読む)
レーザ接合方法

【課題】
熱可塑性樹脂同士もしくは樹脂と金属との界面強度を向上させ、強固に接合可能とした上で、隙間の存在による接合不良を大幅に低減可能とするレーザ接合方法を提供する。
【解決手段】
接合前に、少なくとも第一の熱可塑性樹脂の接合界面側には、表面改質処理を施すことによりバルク熱可塑性樹脂に比べ酸素官能基を多く含有した酸化層を形成する工程を有し、第二の熱可塑性樹脂もしくは金属の間に液状の中間材を介在させた状態で、加圧し、レーザ照射して接合を行う。
(もっと読む)
レーザ溶接性に優れる二次電池大型角型缶用高強度アルミニウム合金板及びその製造方法
【課題】引張強さが高く、プレス成形性及びレーザ溶接性に優れ、多段絞り−しごき加工を用いて、比較的大型の電池用角型缶に容易に成形することができるレーザ溶接性に優れる二次電池大型角型缶用高強度アルミニウム合金板及びその製造方法を提供することを目的とする。
【解決手段】本発明のレーザ溶接性に優れる二次電池大型角型缶用高強度アルミニウム合金板は、被接合部材とレーザ溶接法によって溶接されるものであり、Si:0.01〜0.20質量%、Fe:0.05〜0.50質量%、Cu:0.30〜0.80質量%、Mn:0.90〜1.30質量%、Mg:0.20〜0.80質量%を含有し、残部Alおよび不可避不純物からなり引張強さ及び伸びが所定の範囲に規定されている。このアルミニウム合金板は、例えば電池用角型缶2に成形され、レーザ溶接法によって、その開放部に蓋部材3が溶接されて電池缶1を構成する。
(もっと読む)
電池の製造方法および溶接装置および溶接用治具
【課題】 少ない工程で注液孔の封止を好適に行うことのできる電池の製造方法および溶接装置および溶接用治具を提供すること。
【解決手段】 レーザ溶接装置1000は,レーザ発振装置1100と溶接用治具1200とを有している。溶接用治具1200は,下側部材1300と上側部材1400とを有している。下側部材1300は,空気室1300aを有している。また,貫通孔1302が形成されている。上側部材1400は,ガラス板1410,1420と,空気室1400aとを有する。また,貫通孔1402,1412が形成されている。レーザ溶接に際して,貫通孔1302からエアを吸引する。これにより,空気室1300aと電池容器110の内部を減圧する。蓋体170を封口板130の注液部141にレーザ溶接する。
(もっと読む)
建築部材の製造方法
【課題】溶接の後に補修塗料の塗布量を抑えても耐食性が劣ることがないT字溶接継手部を備えためっき鋼板製の建築部材を安価に提供する。
【解決手段】ともにZn系めっきが施されためっき鋼板からなる第一の金属板1に第二の金属板2の端部を垂直に押し当てて形成したT字状継手部3aにおいて、T字状継手部3aを構成する第二の金属板2の端部に、レーザー光7を、第一の金属板1の表面に接触せずに第二の金属板2の端部にのみに当たり、前記第二の金属板2が板厚全体にわたって溶融されるように、小さな傾斜角度αで片側からのみ照射する。
Zn系めっきとして、ZnとAlを含む合金めっきを施したものが用いられる。
(もっと読む)
加工用レーザ光スポットの調整方法及びその装置
【課題】レーザ装置によって被加工物の加工する際に、加工部分に照射されるレーザ光スポットを調整する方法及び装置の提供。
【解決手段】レーザ装置1はレーザ光線6を放出するレーザ、レーザ光線6を集束する少なくとも1つの集光レンズ4及びレーザ光線6の径を調整する操作素子を含んで構成される。前記操作素子として回折素子5を用いて、レーザ光線6を複数の部分レーザ光線に分割し、該部分レーザ光線が集束されて被加工物7にレーザ光スポット12として照射される。回折素子5の設計により、レーザ光スポット12の径の調整、特に拡大が可能となる。
(もっと読む)
複合成形品の製造方法
【課題】
PPS樹脂とインサート金属と直接的に接した面での高い接合強度を有し、且つインサート金属や中空複合体に内包される精密部品に対しても熱や衝撃による損傷を与えることなく複合化することを課題とする。
【解決手段】
(A)降温結晶化温度が205℃以下のポリフェニレンスルフィド樹脂100重量部に対し、(B)エポキシ樹脂1〜10重量部、(C)単繊維径10μm以上のガラス繊維5〜100重量部を配合してなる熱可塑性樹脂組成物を金属インサートした射出成形品にレーザー光を照射し、他の成形品とレーザー溶着する複合成形品の製造方法。
(もっと読む)
接合体、接合体の製造方法および電池パック
【課題】接合強度に優れ、信頼性の高い接合体、接合体の製造方法及び電池パックを提供すること。
【解決手段】実施形態に係る接合体10は、第1金属部材1と、第2金属部材2と、接合部3とを含む。第1金属部材1は、Alを含み、Cuの含有量が5.7重量%未満である。第2金属部材2は、Cuを含み、Alの含有量が9.4重量%未満である。接合部3は、第1金属部材1と第2金属部材2とを接合する。また、接合部3は、Si、Ni、Mn、Co、Zn、Ge、Au、AgおよびPdからなる群より選択される少なくとも1種の元素を含む。
(もっと読む)
異材接合方法
【課題】アルミニウム合金材の厚さtが1mm以上となった、効率の良い施工条件下のレーザ溶接で、ビード部のミクロ割れ防止と、界面での鋼とアルミの反応層の抑制やアルミの溶け込みの確保などを両立させて、高い接合強度の異材接合継手を得ることができる異材接合方法を提供することにある。
【解決手段】特定厚さアルミニウム合金材2を鋼材1上に重ねた継手を形成し、前記アルミニウム合金材2の端部2aを溶接線4として、効率的なレーザ溶接条件にて線接合する異材接合方法において、前記アルミニウム合金材2の端部2aに開先6を設け、この開先6の形状を上側が略断面矩形7に切り欠かれた段8を有するものとし、この段8の高さ位置c、長さa、上側9と下側10との立ち上がり角度が各々特定の範囲となるようにする。
(もっと読む)
11 - 20 / 343
[ Back to top ]