
国際特許分類[B23K9/235]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | 予備処理 (131)
国際特許分類[B23K9/235]に分類される特許
11 - 20 / 131
シャーナイフ刃の再生処理方法及び再生シャーナイフ刃
【課題】再生処理を効率的かつ材料に則して行い、再生刃の強靭性、耐久性が高く、延性をも回復することができるシャーナイフ刃の再生処理方法及びその方法により製造された再生シャーナイフ刃を提供する。
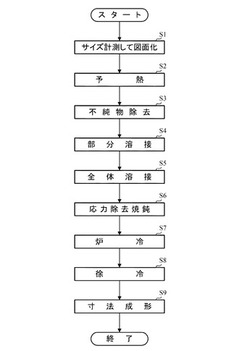
【解決手段】使用済みシャーナイフ刃を幅1インチ当たり1時間の割合で400℃で予熱し、予熱後のシャーナイフ刃の表面の付着物を除去し、前記シャーナイフ刃の摩耗若しくは損傷部に対して溶接棒を用いて1200℃で部分溶接を行い、DF2A−400−B系の溶接棒で7〜8mmの厚さとなる全面溶接を温度低下を防ぎながら行い、その後約550℃にて応力除去焼純を行い、7〜8時間の炉冷を行って300℃まで温度低下させ、更に12時間の除冷を行って後に寸法の成形を行う。
(もっと読む)
裏置きビード溶接法

【課題】立て板側においても滑らかな止端部で脚長を有すると共に寸法の大きい裏ビードを形成し、溶接歪みが小さく、特性の良好なT字継ぎ手を形成できる裏置きビード溶接法を提供する。
【解決手段】裏置きビードを付けた第一溶接母材と、これと溶接する第二溶接母材とを裏置きビード溶接法によってT字継ぎ手状に接合するに際し、前記裏置きビードの幅をW(mm)、高さをH(mm)としたとき、これらの比(W/H)が3.0以下となるように裏置きビードを形成して操業を行う。
(もっと読む)
タービンロータ等の大型溶接構造物の異材溶接部及びその製造方法
【課題】本発明は、板厚方向に強度分布の変化が少ないバタリング部を含む異材溶接部材、及び該異材溶接部材の製造方法を提供すること。
【解決手段】組成及び調質条件の少なくともいずれかが異なる二つの母材を、該二つの部材の異なる組成又は調質条件の不整合を緩和するためのバタリング及び前記母材の一方と前記バタリングを接合するための本溶接金属を介して、溶接した異材溶接部において、前記バタリングが板厚方向に積層された溶接金属から構成され、前記バタリングにおける前記母材との希釈率が50%以下であること。溶接開先の底部側に部材を備えることにより開先深さを深くしたダミー材及び母材を、前記バタリングを用いて突き合わせ溶接する工程、及び前記バタリングからなる溶接金属内に開先を加工する工程を含むこと。
(もっと読む)
溶接継手の製造方法
【課題】溶接品質を保ちつつルートギャップを確保するための突起部を低コストかつ短時間で形成することができる溶接継手の製造方法を提供する。
【解決手段】本発明に係る溶接継手の製造方法は、被溶接部材10の開先面10aに1または複数の突起部GTを形成する形成工程と、被溶接部材10の開先面10aと被溶接部材11の開先面11aとを対向させつつ、被溶接部材10と被溶接部材11との溶接を行う溶接工程と、を有する。形成工程において溶接によって溶材を盛ることで突起部GTを形成することが好ましく、または開先面10aに溶材を介在させることによって突起部を形成することが好ましい。
(もっと読む)
部材接合方法
【課題】コストを掛けずに現地での防錆作業を容易とする部材接合方法を提供する。
【解決手段】予め仮止めボルトが溶接された第1の構造部材と、予め仮止め孔が形成された第2の構造部材とを、前記仮止めボルトが前記仮止め孔に貫通し且つ両部材の表面が接するように配置する第1の工程と、前記仮止めボルトのナット締めによる仮止め後、前記第1の構造部材と前記第2の構造部材との本溶接を行う第2の工程と、前記ナットを外した後、前記仮止め孔から突出している前記仮止めボルトの先端部を切断する第3の工程と、前記仮止め孔と前記仮止めボルトとの隙間を埋める第4の工程と、を有する部材接合方法。
(もっと読む)
ガスメタルアーク溶接方法
【課題】ガウジング工程を要することなく、かつ、開先面内に継手拘束のための仮付け溶接が必要な長尺継手に対しても、高温ワレのない完全溶込みの両面溶接継手を得ることができるガウジングレス完全溶込み溶接を図るガスメタルアーク溶接方法を提供する。
【解決手段】先行溶接と後行溶接とにより両面開先継手をガウジングなしで完全溶込み溶接するガスメタルアーク溶接において、継手拘束のために初層溶接の先行側の開先面内に仮付け溶接を行い、先行溶接側の溶接アークが開先ルートフェイスを貫通せず、かつ、開先ルート部が溶融するような溶接条件で先行側初層を溶接する。
(もっと読む)
溶接方法
【課題】円筒部材への品質要求を満たしつつ、連結部材により円筒部材同士を簡単に仮接合することができる溶接方法を提供する。
【解決手段】第1材料からなる第3円筒部材9と第4円筒部材10とを軸方向に突き合わせて形成される開先部K5を挟んで、第3円筒部材9および第4円筒部材10に、第1材料からなる溶加材を用いて肉盛溶接を行うことにより、第3円筒部材9および第4円筒部材10に第1肉盛部21および第2肉盛部22を形成する肉盛溶接工程と、連結板35の一方の端部と第1肉盛部21とを、第2材料からなる第1当て板25を介して接合すると共に、連結板35の他方の端部と第2肉盛部22とを、第2材料からなる第2当て板26を介して接合することで、連結板35を第3円筒部材9および第4円筒部材10に仮接合する連結板接合工程と、を備えた。
(もっと読む)
溶接継手の変形抑制部材とこの変形抑制部材を用いた変形抑制方法
【課題】 板厚が薄い鋼板を裏当金上で突合せ溶接する際に溶接熱による変形を防止することができるようにした、製作加工と取付け撤去が簡単な構造の溶接継手の変形抑制部材とこの変形抑制部材を用いた変形抑制方法を提供する。
【解決手段】 鋼板1a,1bを裏当金2上で突合せて溶接する際に溶接熱によって発生する変形を防止するために、取付ける溶接継手の変形抑制部材であって、鋼板1a,1bを裏当金2上で突合せて溶接する際に溶接熱によって発生する変形を防止するために、取付ける溶接継手の変形抑制部材であって、鋼板1a,1bの開先部3を跨ぐように設ける門形部材4と、この門形部材4を挿通し溶接部6で鋼板1に固着した引き上げ板5と、この引き上げ板5のほぼ中央部に挿通するテーパーピン7とで形成する。
(もっと読む)
ケージロール拘束方法
【課題】より肉厚の大きい鋼管において、溶接剥れをおこさずに仮溶接を行うことを可能にすることにある。
【解決手段】鋼管原管の外周面を取り巻くように各々所定拘束角度に配置された複数個のケージロールで前記鋼管原管を拘束しつつ荷重を加えて、前記鋼管原管の連続仮付け溶接が行われる突合せ部のギャップをなくすUOE鋼管のケージロール拘束方法において、ケージロール拘束から解放された際の鋼管仮付け溶接部に生ずる負荷が最小となるように前記複数個のケージロールの荷重および拘束角度を定めたことを特徴とするUOE鋼管のケージロール拘束方法である。
(もっと読む)
溶接方法およびこれを用いた船舶
【課題】T字溶接継手のすみ肉の溶接にレーザーアークハイブリッド溶接を用いて、すみ肉溶接を行う入射面側に対して反対面側の反入射面側のすみ肉の硬度を改善することが可能な溶接方法およびこれを用いた船舶を提供することを目的とする。
【解決手段】母材3と部材2とをT字状に合わせたT字溶接継手1のすみ肉5をレーザービームおよび電気アークを用いる溶接9の溶接方法において、レーザービームおよび電気アークを用いる溶接9が施工される入射面側のすみ肉5に対して入射面側溶接を行ってから所定の時間内に、部材2を挟んで入射面側のすみ肉5とは反対の反対面側の反入射面側のすみ肉7に対して溶材8を供給することを特徴とする。
(もっと読む)
11 - 20 / 131
[ Back to top ]