
国際特許分類[B23K9/235]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | 予備処理 (131)
国際特許分類[B23K9/235]に分類される特許
71 - 80 / 131
鋼管矢板とその製造方法
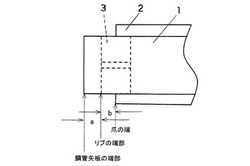
【課題】鋼管矢板の管端部の真円度を確保しつつ、更に、管端部の平面度にも優れた鋼管矢板とその製造方法を提供すること。
【解決手段】その外周上に鋼管同士を接続するための鋼管1の長手方向に溶接された爪2を有する鋼管矢板において、前記鋼管矢板の管端部の内周部に、少なくとも爪が溶接された最も熱収縮の影響を受ける部位と、それ以外の熱収縮の影響を受けない部位とを互いに固定するリブ3を接合したことを特徴とする鋼管矢板。また、鋼管矢板の製造方法は、リブを鋼管矢板の原管となる鋼管の管端部に取り付け、次に、前記原管の管端部内周面における前記リブの接合位置方向に前記爪を仮付け溶接し、その後、前記爪を本溶接することよりなる。
(もっと読む)
歪みを最小化する鋳造物のレーザ溶接

【課題】沸騰水型原子炉の燃料デブリフィルタの組み立てにおいて、レーザ溶接を使用する工程が開示される。
【解決手段】このレーザ溶接工程は、溶接中に最小限の熱を加えることによって、デブリフィルタの下部タイプレート14の歪みを最小化する。固定具52は、溶接中に一定に制御されたレーザ光源75の下で、4自由度の動作を通して鋳造下部タイプレート14を保持する。溶接工程は、また、レーザ溶接工程中に起こり得る部分溶け込み溶接44および46中の裂け目41および43から結果として起こる応力腐食割れの可能性を減少させる。
(もっと読む)
Zn−Al−Mg系合金めっき鋼板の溶接方法
【課題】Zn−Al−Mg系合金めっき鋼板を溶融溶接する際に、めっき層を予め除去することなく、また入熱量が少ない溶融溶接においても、応力集中が発生しやすい溶接開始点及び終了点の熱影響部に溶融金属脆化割れが発生することのない溶接方法を提供する。
【解決手段】Zn−Al−Mg系合金めっき鋼板1を溶融溶接する際に、溶接部4および熱影響部5に0〜100モル%のCsAlF4と100〜0モル%のCs3AlF6のフッ化物系混合物を予め塗布又は載置した後、あるいは供給しつつ溶接し、溶接部近傍のめっき層合金からMg成分を除去することにより、めっき層合金の溶融温度を高め、熱影響部での溶融金属脆化に起因した割れの発生を抑制する。
(もっと読む)
溶接方法
【課題】 溶接の構成部品について適格な修理・溶接を行う。
【解決手段】 構成部品(1、120、130、155)を溶接する溶接法であって、 500℃より高く(>500℃)、600℃より低い前記構成部品(1、120、130、155)の予熱温度を利用する。この温度によって周囲材料の降伏強度、従って、相互の拘束力を低下させることが可能である。
(もっと読む)
金属平板に対する垂直鉄筋の接合方法、接合構造、接合装置並びに金属製円弧板
【課題】金属平板上に垂直鉄筋を良好な精度で位置決めや直角だしができ、短時間で確実に接合し接合強度の高い接合を実現し得る金属平板に対する垂直鉄筋の接合方法、ならびに接合構造を提供する。
【解決手段】金属平板82上に垂直状に鉄筋12を配置させて接合させる。その際、鉄筋を垂直に接合させる金属平板上の該接合箇所に金属製円弧板14を、その湾曲内面を接合箇所に対向させるように位置合わせして配置させる。金属製円弧板は金属平板に仮付け溶接される。垂直鉄筋の下部を金属製円弧板の湾曲内側に挿入して垂直鉄筋の下端を金属平板から所要高さ位置に浮かせた状態で保持しつつ本溶接により垂直鉄筋の下端と金属平板との空隙部分にビードを充填して生成させ、接合部を形成させる。
(もっと読む)
金属部品のTIG溶接への活性フラックスの使用
【課題】金属部品の溶接技術に関する改善策を提供すること。
【解決手段】2つの部品がそれらの溶接面に沿ってそれぞれ表面接触し、少なくとも1つの部品がその溶接面に沿った少なくとも1つの極厚ゾーンを有するような2つの金属部品が、溶接位置に互いに接触して配置され、TIG溶接が、金属部品の溶接面(v)上でTIG溶接トーチを用いて実行される、2つの金属部品の溶接方法であって、浸透溶接フラックスは、TIG溶接ステップに先だって金属部品の上記極厚ゾーン上に局所的に塗布される。
(もっと読む)
溶接方法
【課題】ブローホールあるいは溶け不足のない、溶け込みの深い健全な溶融接合部を得ることのできる溶接技術を提供する。
【解決手段】2枚の鋼板の端面同士を突き合わせてI型継手部を形成する工程(1)と、前記I型継手部に形成されたギャップGのうち前記鋼板の表面側に形成されたギャップを封止する封止部17aを、該ギャップに隣接する鋼板の表面をアークにより溶融して形成する工程(2)と、前記形成された封止部を含む前記鋼板の表面に溶け込み促進剤4aを塗布する工程(3)と、促進剤が塗布された前記鋼板の表面をアークにより溶融して溶け込ませて、前記I型継手部を表面側から溶融接合する工程(4)と、 裏面側に形成された突き合わせ部に溶け込み促進剤を塗布する工程(5)と、裏面をアークにより溶融して、少なくとも前記表面側から形成された溶融接合部に達するまで溶け込ませて、前記I型継手部を裏面側から溶融接合する工程(6)を含む。
(もっと読む)
物品を溶接するための方法及び装置
【課題】開示するのは、物品を溶接する方法である。
【解決手段】本方法は、上記物品を全面的に囲繞する壁を備を有するエンクロージャであって、物品をその少なくとも実質的に全体で均一に加熱する構成及び寸法の付属加熱装置を有するエンクロージャ内に、物品を配置する段階と、エンクロージャ内に非反応性雰囲気を確立する段階と、加熱装置を作動させて、エンクロージャ内で物品をその少なくとも実質的に全体で溶接温度に均一に加熱する段階と、エンクロージャ内で、物品の少なくとも実質的に全体で溶接温度を維持しながら物品を溶接する段階とを含む。
(もっと読む)
ワークピース同士を溶接するための装置及び方法
【課題】ワークピース表面上の絞り剤の残留物を、ワークピース全体を洗浄することなく除去することを可能とする装置及び方法を提供する。
【解決手段】溶接装置1は、ワークピース6上に溶接継目3を形成する溶接手段2と、ワークピースの表面に対して、溶接継目が形成されるべき領域に炭酸ガスと圧縮空気からなるクライオジェニック混合物8を噴射するノズル7と、を備える。溶接手段2とノズル7の距離は、少なくとも5cmである。
(もっと読む)
アーク加工方法
【課題】簡単な方法で磁気ぶきの影響を軽減することができるアーク加工方法を提供する。
【解決手段】加工工具となる電極4aと、磁化し易い鋼材又は残留磁気が存在する鋼材からなる被加工材Bと、電極4aと被加工材Bを接続する電源12と、を有し、電極4aと被加工材Bとの間にアークを形成して所定の加工を行う際に、アーク加工を行う部位の周囲の被加工材Bを冷却することによって該被加工材Bに於ける磁化される磁力を低減させる。
(もっと読む)
71 - 80 / 131
[ Back to top ]