
国際特許分類[B23K9/235]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | 予備処理 (131)
国際特許分類[B23K9/235]に分類される特許
101 - 110 / 131
円筒構造物の溶接方法
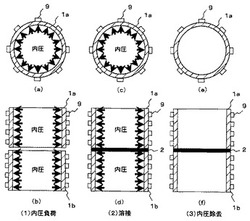
【課題】残留応力の少ない円筒構造物の溶接方法を提供する。
【解決手段】円筒構造物を構成する円筒1a,1bに内圧を負荷して半径方向に押し広げる(1)内圧負荷工程と、内圧負荷状態において前記円筒の溶接を行う(2)溶接工程と、溶接終了後内圧を取り除く(3)内圧除去工程とを備えている構成とする。
(もっと読む)
鉄道車両の構体材溶接接合方法とそれに用いる継手構造

【課題】構造を複雑化することなく、軽量化も特に損なわないで、十分な強度が長期に確保できるようにする。
【解決手段】アルミニウム系の押出し形材よりなりダブルスキン構造を有した構体材対1、2の側縁1a、2a間において、内面板1c、2cどうしの突き合せ部と、外面板1b、2bどうしの突き合わせ部とを、溶接して接合し構体を形成するのに、外面板1b、2bどうしおよび内面板1c、2cどうしの突合せ部が形成する溶接のグルーブ17まわりにおける溶接後の強度弱点域30に対応する部分を通常値よりも増厚しておき、突合せ部を溶接し接合する。
(もっと読む)
溶接用鋼板
【課題】溶接後も形状変化がほとんど生じない溶接用鋼板を提供する。
【解決手段】溶接が施される鋼板1の幅方向内部に圧縮の残留応力を付与し、幅方向両端部に引張の残留応力を付与する。ミクロ視的には、溶接が施される部位の近傍に予め圧縮の残留応力を付与する。
(もっと読む)
低圧タービンにおける溶接されたロータの製造方法
【課題】低圧タービンにおける最終段に対して問題なく高い強度の鋼を使用することができる、低圧タービンにおいて溶接されたロータの製造方法を提供すること。
【解決手段】低圧タービンにおける溶接されたロータ10の製造方法において、1)第1の鍛造部品12,13の最小降伏点を700MPaとするとともに、第2の鍛造部品11,14を鉄のほか、3.5%のNi、1.5%のCr、0.35%のMo、0.1%のV及び0.25%のCから成る熱処理された3.5NiCrMoV鋼で形成するステップと、2)溶接材料から成る塗布層20を第2の鍛造部品の表面19に塗布するステップと、3)溶接後、塗布層である溶接材料及び熱影響域を第1の応力除去焼なましによって軟化させるステップと、4)溶接箇所が形成されるように第1及び第2の鍛造部品を組み立て、溶接箇所を、溶接部15,16が形成されるよう溶接材料によって充填するステップと、5)溶接後、溶接部に第2の応力除去焼なましを施すステップとを行う。 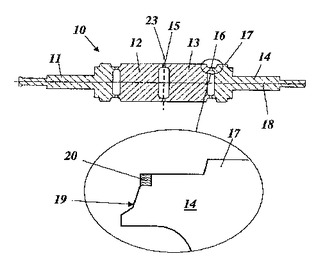 (もっと読む)
(もっと読む)
ホイールの製造方法
【課題】 溶接予定箇所のメッキを容易に且つ綺麗に除去可能となし、リムに対してメッキを施したホイールを安価に且つ効率的に製造可能なホイールの製造方法を提供する。
【解決手段】 リム2とディスクとからなる2ピースタイプのホイールの製造方法であって、ホイール構成部材としてのリム2に対してクロムメッキ処理を施した後、リム内周面におけるディスクとの溶接予定箇所RWを研磨ベルト20により研磨して、該溶接予定箇所RWのメッキを除去し、その後ディスクをリム2に内嵌固定してから、該溶接予定箇所RWに沿ってディスクとリムとを溶接接合する。
(もっと読む)
3ピースホイールのメッキ除去装置
【課題】 インナリムとアウタリムとの重合部における溶接予定箇所のメッキを容易に且つ綺麗に除去可能な3ピースホイールのメッキ除去装置を提供する。
【解決手段】 インナリム2Bとアウタリム2Aとディスクとからなる3ピースホイールにおけるリム2A、2B同士の重合部2aから円筒状の胴体部2bに連なる湾曲部外周面の溶接予定箇所Rのメッキを除去するメッキ除去装置であって、リム2Aを回転自在に支持する支持手段11と、支持手段11に支持されたリムを外周側から保持する少なくとも3本の保持ローラ34と、保持ローラ34にて保持したリム2Aを回転駆動する回転駆動手段67と、リム2Aの湾曲部外周面の溶接予定箇所Rを研磨布紙13で研磨して、該溶接予定箇所Rのメッキを除去する研磨手段とを備えた。
(もっと読む)
亜鉛系めっき鋼板の溶接方法
【課題】 亜鉛系めっき鋼板をアーク溶接又はレーザー溶接する際、溶接箇所裏面に白い粉状の酸化亜鉛が発生・付着すること防止した溶接方法を提供する。
【解決手段】 亜鉛系めっき鋼板の被溶接箇所裏面に樹脂被覆層を形成した後、表面側から前記溶接箇所をアーク溶接又はレーザー溶接する。めっき層表面に形成された樹脂層により酸素の供給が遮断されるため、溶接の際に酸化亜鉛の生成が抑制され、溶接箇所裏面への白色粉末の付着が抑制される。
(もっと読む)
溶接結合を製作する方法、ならびに溶接結合を補修する方法
本発明は、内面(8および9)、外面(6および7)、およびこれらをつなぐ端面(10および12)をそれぞれ有する第1および第2の構成部品(1および2)の間で溶接結合を製作する方法に関するものであり、前記第1の構成部品(1)は内面側のめっき(14)を支持するフェライトの本体(13)で構成され、その端面(15)はNi基合金からなる緩衝層(16)を備え、前記第2の構成部品(2)はオーステナイト材料で形成されている。この方法は次のステップを有する:a)それぞれの前記端面(10および12)が溶接溝(18)を相互の間に形成するように前記両方の構成部品(1および2)が互いに配置されるステップと、b)前記溶接溝(18)に、前記第2の構成部品(2)の前記端面(12)と前記めっき(14)とを連結するオーステナイト材料からなる基部(25)が溶接されるステップと、c)前記基部(25)に、前記めっき(14)の端面(24)および前記第2の構成部品(2)の前記端面(12)と結合される、少なくとも90%のニッケルを含むニッケル合金からなる中間層(28)が溶着されるステップと、d)次いで、まだ残っている前記溶接溝(18)にニッケル基溶加材を用いて溶接継目(19)が生成されるステップ。 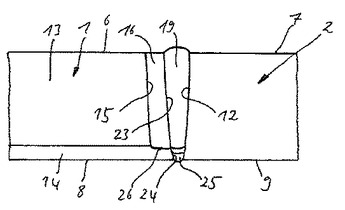 (もっと読む)
(もっと読む)
鋼板の板継溶接方法
【課題】 スパイラル鋼管の製造等において用いられるコイル継ぎ溶接などのように、鋼板どうしを突合せ、鋼板の突合せ部を一方の面側からのみサブマージアーク溶接して板継ぎを行う板継溶接方法において、鋼板の裏面側まで溶接ビード(裏波ビード)の生成を可能とし、鋼管成形などの後に溶接ビード裏面の手直し溶接(補修溶接)が不要となる鋼板の板継溶接方法を提供する。
【解決手段】 鋼板1,1どうしを突合せ、鋼板1,1の突合せ部2を一方の面側からのみサブマージアーク溶接する場合に、溶接トーチと反対側の裏面に裏当て金4を当接させた状態で、溶接トーチ3a,3bの進行方向前方に高周波誘導加熱用のコイル5を配置して、突合せ部2を予め加熱し、かつサブマージアーク溶接を2電極(溶接トーチ3a,3b)で行う。
(もっと読む)
半自動溶接用シーラー
【課題】半自動のアーク溶接に使用する場合においても燃えにくく、且つ作業性が良好な半自動溶接用シーラーを得る。
【解決手段】ゴムを基材とするエマルジョンを主成分とし、防錆油を7〜13重量%含有して半自動溶接用シーラーとすることで、水分の含有によりアーク溶接を行うに際しての通電性を確保することができ、鉄粉を内在していないので、長期保存においても錆びが発生することがない。
(もっと読む)
101 - 110 / 131
[ Back to top ]