
国際特許分類[B23K9/235]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | 予備処理 (131)
国際特許分類[B23K9/235]に分類される特許
61 - 70 / 131
T型継手の製造方法
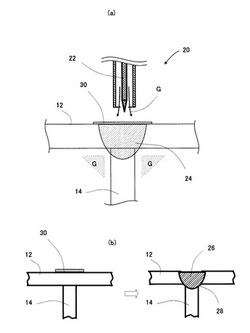
【課題】 溶接設備として一般的でコストが安いアーク溶接やプラズマ溶接法を用いて安価で高品質なT字継手を形成することができる製造方法を提供する。
【解決手段】 このT型継手の製造方法は、第1板材12の裏面側に所定の角度で第2板材14の端面を当接させ、第1板材の表面側からアーク又はプラズマ溶接を行う。これにより、アーク又はプラズマ溶接熱が第1板材12を貫通して第2板材の端面部分を溶融させ、これらを溶着させることによってT型溶接継手が形成される。アーク又はプラズマ溶接では、第1板材の板厚に応じて場合により深溶け込みの手法を採用する。また、板厚が溶け込み深さを超える場合には表面に減厚加工を行う。
(もっと読む)
Ni基溶接材料を用いた溶接方法

【課題】耐延性低下割れ性能が良好なERNi−Cr−Fe−7Aからなる溶接材料を用いた場合に、溶接部における割れの発生を回避することができるNi基溶接材料を用いた溶接方法を提供する。
【解決手段】Ni基溶接材料を用いた溶接方法が提供される。この溶接方法において、まず鋼材1に対してERNiCr−3からなる溶接材料を用いて溶接を施して鋼材1上に溶接ルート部初層3が形成される。この溶接ルート部初層3上にCr含有量が30%のERNi−Cr−Fe−7AからなるNi基溶接材料により溶接が施されて、溶接部2が形成される。
(もっと読む)
接合用パイプ材の接合部及びこの接合部の加工方法
【課題】 接合力強い接合用パイプ材の接合部及びこの接合部の加工方法を提供する。
【解決手段】断面円形の鉄製接合用パイプ材Aの接合部1は、前記接合用パイプ材A端部に設けるもので、前記端部に相対するように設けた2箇のくちばし部2,2と、このくちばし部2,2間をそれぞれ被接合用パイプ材の外周に沿うような凹んだ円弧状に伸びるように、前記端部縁を接合用パイプ材A内側に折り曲げた接合凹部3,3とからなる。また、前記接合部1の加工方法は、中間加工と仕上げ加工との2工程で行い、中間加工では、相対する一対のくちばし部2,2間部分に、円弧状に形成された断面円弧部3a,3aとを成型し、仕上げ加工において、前記断面円弧部3a,3aを変形して、前被接合用パイプ材Bの外周に対応して凹んだ円弧状に伸びるように、接合用パイプ材A内側に折り曲げ成型して接合凹部3,3を成型するものである。
(もっと読む)
オーステナイト系高Ni鋼材同士の溶接接合部構造及び溶接接合方法
【課題】質量%で、Cr:20〜45%を含有するオーステナイト系高Ni鋼材同士の溶接接合部構造において、1000℃以上の温度で長期間使用したとき、溶接熱影響部のクリープ破断強度が低下し難く、長寿命を達成する。
【解決手段】オーステナイト系高Ni鋼材同士を溶接する前又は後に、前記鋼材同士の少なくとも溶接部分及びその近傍領域に、750〜1000℃の温度で0.5〜100時間の時効処理を行ない、前記鋼材同士の溶接における溶金部又は鋼材再溶解部の近傍の溶接熱影響部に微細な2次炭化物を析出させる。
(もっと読む)
フラックス組成物
【課題】Mg除去効果を有するフラックスを含み、保存安定性に優れ、かつ鋼板等に容易に塗布できる溶融溶接用フラックス組成物を提供する。
【解決手段】本発明のフラックス組成物は、(A)Mg成分を除去しうる作用を有するフラックスと、(B)水溶性有機樹脂と、(C)増粘剤と、(D)水とを含む。ここで、前記(B)水溶性有機樹脂の含有量は、組成物中、0.01〜20質量%であり、前記(A)フラックスの含有量は、組成物中、1質量%であり、(C)増粘剤の含有量は、「(B)水溶性有機樹脂+(D)水」との合計量に対して、0.1〜1.5質量%であることが好ましい。
(もっと読む)
仮付け溶接装置
【課題】汎用性に優れた仮付け溶接装置を提供する
【解決手段】支持台29上に配置された第1の被溶接部材11と、第1の被溶接部材11に対して直交配置された第2の被溶接部材10とを当接させ、その当接部を電気抵抗溶接にて仮付けする溶接手段を備えた仮付け溶接装置であって、第2の被溶接部材10を介在させて第1の被溶接部材11に対向させて配設した前記溶接手段の電極21を、第1の被溶接部材11へ向けて押圧する押圧手段を備え、前記溶接手段は、前記第1の被溶接部材10の支持台を間接的に前記溶接手段の相手側電極として兼用し、前記当接部を電気抵抗溶接にて仮付け溶接するようにした。
(もっと読む)
薄板金属の開先加工方法とその開先加工装置
【課題】薄板金属の開先加工において歪やそり、粉塵や切粉等の発生をなくし、開先加工箇所の表面処置被膜を除去して開先の溶接箇所にピンホールを発生させない薄板金属の加工方法と薄板金属の加工装置を提供する。
【解決手段】直線状または円弧状の突出部32を形成した第1金型10と直線状または円弧状の溝部38を形成した第2金型12とによって、薄板金属18の第1面18aに突出部32で山形の凹部40を形成する。その山形の凹部40を形成する際に、凹部40が形成される第1面18aの反対側の第2面18bに第2金型12に形成した溝部38に突出する膨らみ部42を形成する。この膨らみ部42の形成により薄板金属18に歪が発生しなくなる。凹部40と膨らみ部42とを通る位置で薄板金属18を切断すれば、山形の凹部40の壁面が傾斜面46となり、その傾斜面46が開先面となり、2枚の薄板金属18の例えば90度の角度での溶接が可能になる。
(もっと読む)
鋼管の溶接方法
【課題】大口径で肉厚の鋼管であっても、その突き合わせ溶接に際して、溶接所要時間の短縮が可能であり、断面形状が少々扁平していても良好な溶接が実施できるようにする。
【解決手段】鋼管3Aと鋼管3Bとを突き合わせ溶接する際、両配管の突き合わせ端部を跨ぐように帯ソケット1を配置し、ついで帯ソケットの端部を溶接したのち、両鋼管と帯ソケットとをその全周にわたって隅肉溶接する。帯ソケットには、長方形の鋼板をロール加工して湾曲させた略C字状のものが用いられ、この帯ソケットを両鋼管の突き合わせ端部を跨ぐように配置し、さらにこの状態の帯ソケットを締め付けて、帯ソケットと両鋼管とを隅肉溶接することが好ましい。
(もっと読む)
電縫管の製造方法
【課題】 ワーク部材の端部の溶断を防止できる電縫管の製造方法の提供。
【解決手段】 平板状の鋼板1を管状に曲げて加工したワーク部材2を形成すると共に、その両縁部4,5同士を軸方向に亘って外側から溶接して接合するようにした電縫管11の製造方法において、ワーク部材2の端部2a,2bの両縁部4,5に耐溶着性を有するシールド部材6,7を面一状態で接続し、該シールド部材6,7と両縁部4,5に跨って溶接を行うこととした。
(もっと読む)
耐横割れ性に優れた高強度UO鋼管のシーム溶接方法
【課題】 引張強度が800MPa以上の高強度UO鋼管を製造する際に、溶接コストの増大や生産性の低下を引き起こすことなく、シーム溶接部の溶接金属における横割れ発生を確実に防止できる高強度UO鋼管のシーム溶接方法を提供する。
【解決手段】 引張強度が800MPa以上の鋼板を管状に成形した後、その鋼板の突合せ部を仮付け溶接した後、内面シーム溶接し引き続いて外面シーム溶接するUO鋼管のシーム溶接方法において、前記外面シーム溶接の直前に前記内面シーム溶接金属表面を加熱温度が50℃以上となるように加熱することで、前記外面シーム溶接時に、前記内面シーム溶接によって形成された内面溶接金属表面での最高到達温度(Tin)がTin≧0.6×[内面溶接金属のAC1変態温度]の関係式を満足する高強度UO鋼管のシーム溶接方法。
(もっと読む)
61 - 70 / 131
[ Back to top ]