
国際特許分類[B23K9/235]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | 予備処理 (131)
国際特許分類[B23K9/235]に分類される特許
21 - 30 / 131
改善された溶接性を有する潜水艦船体用鋼
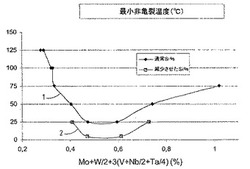
【課題】溶接を使用して組み立てられる、圧延鋼または鍛造鋼部材によって構成される潜水艦船体の製造用の鋼、その使用、および潜水艦船体を提供する。
【解決手段】鋼の化学成分が重量%で、0.03%≦C<0.08%、0.04%≦Si≦0.48%、0.1%≦Mn≦1.4%、2%≦Ni≦4%、Cr≦0.3%、0.3%≦Mo+W/2+3(V+Nb/2+Ta/4)≦0.89%、Mo≧0.15%、V+Nb/2+Ta/4≦0.004%、Nb≦0.004%、Cu≦0.45%、Al≦0.1%、Ti≦0.04%、N≦0.03%を含み、残りは、鉄および製造作業から結果として生じる不純物、含有量が0.0005%未満の不純物であるホウ素、およびP+S≦0.015%を含み、この化学的成分は、410≦540×C0.25+245[Mo+W/2+3(V+Nb/2+Ta/4)]0.30≦460の条件を満たす。
(もっと読む)
鉄道車両台車枠および中空構造体の製造方法

【課題】鉄道車両台車枠横梁の製造において、溶接作業性を損なうことなく、溶接歪を低減する。
【解決手段】横梁パイプ610と、補強梁620と、キャリパ受630と、歯車箱吊受640と、モータ受650の溶接において、パイプ610内部に中空の容器660を挿入し、容器660内部に流体670を充填する。その後容器660を密閉した状態で、アーク溶接680を実施する。これによって溶接歪を低減することが出来る。
(もっと読む)
溶接用予熱装置及び溶接用予熱方法
【課題】ワークに溶接を施すに際して該ワークに予熱を与える時の熱効率及び作業効率の良い溶接用予熱装置及び溶接用予熱方法を提供する。
【解決手段】ワークWに溶接を施す際に該ワークWに予熱を与えるために用いられる溶接用予熱装置1において、前記ワークWを保持するとともに該ワークWの向きを変更させることが可能なポジショナ10と、前記ワークWを取り囲むように略筒状に形成され、前記ポジショナ10と連動して動作する保温筒20と、前記保温筒20の内側に前記ワークWを加熱可能に配置されたヒータ31、32とが備えられている。
(もっと読む)
オーステナイト系ステンレス鋼の溶接施工方法
【課題】 オーステナイト系ステンレス鋼の裏波溶接に際し、Si含有量が多い溶加棒を使用することにより、バックシールドガスを使用することなく、優れた裏波性能を有する溶接部を施工し得る溶接施工方法を提供する。
【解決手段】 重量%で、Si:0.65〜1.50%を含むオーステナイト系ステンレス鋼の溶加棒を使用するか、重量%で、Si:0.65〜1.50%を含むオーステナイト系ステンレス鋼の溶加棒を使用し、重量%で、60%以上のSiを含むフラックスを溶剤と混合して開先面に塗布するティグ溶接施工方法を提供する。
(もっと読む)
クレーンジブ製造方法
【課題】クレーンジブを容易に製造すること。
【解決手段】長手方向Lに沿って側部が開口して形成された長尺の本体部材21aに対し、当該本体部材21aの開口部分に長尺の板部材21bを溶接することでクレーンジブ2をなす長尺中空の支持部21を形成するクレーンジブ製造方法であって、本体部材21aと板部材21bとを仮溶接して支持部21を仮組みする仮組み工程と、仮組みされた2つの支持部21を並設して、本溶接による予想歪みの反対方向に曲げを付与した状態で、2つの支持部21相互を拘束する曲げ工程と、拘束した状態の2つの支持部21の本溶接を同時施工する本溶接工程とを含む。
(もっと読む)
耐フレッティング疲労部材用チタン溶接管およびその製造方法
【課題】溶接部の成形性を維持しつつ疲労特性を向上することができ、且つ母材表面で生じるフレッティング疲労の発生を抑えることができる耐フレッティング疲労部材用チタン溶接管およびその製造方法を提供する。
【解決手段】溶接部内部の窒素濃度を母材内部に対して0.003〜0.030質量%高く、且つ冷延後に表面層が除去されていない母材部の表面にチタン窒化物を有する耐フレッティング疲労部材用チタン溶接管である。その製造方法は、造管に用いる板または帯状の冷延後に表面層が除去されていないチタンを窒素ガス雰囲気で加熱することによって窒化熱処理して所定の窒化を施した後、その板または帯を管形状に成形し、そのつき合わせ部をアルゴンガスでシールドして溶材を使用せずに溶接するものである。また、さらには上記溶接管を窒素ガス雰囲気または酸化雰囲気で加熱して軽窒化または軽酸化の熱処理を実施するものである。
(もっと読む)
アーク溶接方法およびその装置
【課題】酸素を含有する金属部材を母材に用いるとき、アークを発生を抑制し、かつ溶接部位の溶け落ちを防止し、溶接部位の接合形状を従来よりも均一にする。
【解決手段】母材50には酸素含有率が10ppm以上の金属部材を用い、予熱工程と波形制御工程とを有する。予熱工程は、母材50の全部または一部を予熱する。波形制御工程は、母材50と電極30との間に流す電流Iの波形を、片極側であってピーク電流値Ipとゼロ値を含まないベース電流値Ibとの間で変化させ、電流値比(=電流振幅値Iw/電流平均値Iv)を0.5から2.0までの範囲とし、周波数を500Hz以上として、アークを発生させる。母材50を予熱するので、アークの発生時間を短く抑制できる。片極側で電流Iを変化させるので、アーク力で押しのけられた溶融金属は、アーク力が弱まった際に復元し、溶接部位の溶け落ちを防止できる。
(もっと読む)
溶接形鋼の仮組装置
【課題】H形鋼を構成するフランジ材二枚とウェブ材一枚の三枚を同時に、効率よくH形状に組み、かつ保持することが可能な装置を提供する。
【解決手段】上部フレーム8を下方へ押込んで昇降支柱9a、9bの先端に設けられたバキューム式パット16a、16bを下方へ移動させ、このバキューム式パット16a、16bをそれぞれフランジ材1、ウェブ材2に当接させて、バキューム式パット16a、16bにフランジ材1、ウェブ材2を吸引し、各材料を吸引した状態で上部フレーム8に上昇させる。フランジ材1を吸引しているバキューム式パット16bは回転部材17のストッパ18が回転付勢部材20に接触することにより90°回転して向きを変える。すなわち、ウェブ材2は水平を保ったまま引き上げられ、フランジ材1は引き上げられるときにその幅方向が垂直方向になるように向きが変えられて、H形状とする。
(もっと読む)
プラント構成部材の溶接方法及びその溶接接合構造
【課題】応力腐食割れで発生したき裂の進展を抑制することができるプラント構成部材の溶接方法を提供する。
【解決手段】配管1の端面に肉盛り層3を形成した後、この肉盛り層3に開先を形成する。2本の配管1の肉盛り層3を突合せた後、これらの肉盛り層3を溶接にて接合する。突合せた肉盛り層3の溶接は配管1の内面から開始され、配管1の外面に向って多層の溶接パスによって溶接される。多層の溶接パスが配管1の外面まで達したとき、配管1の溶接が終了する。肉盛り層3において下層の溶接パスと上層の溶接パスの境界に沿って下層の溶接パスの肉盛り部に形成された微細化したδフェライト相が、境界に沿って200μm〜1000μmの幅を有して形成されている。
(もっと読む)
フレーム構造体の仮付け構造、及び組立方法、並びにフレーム構造
【課題】フレーム同士を溶接により接合するフレームの組立構造において、補強材や新たな設備投資なしで、手作業によるフレーム構造全体の仮付け作業を可能とし、作業時間を短縮することのできるフレームの仮付け構造、及びその組立方法を提供する。
【解決手段】断面がコの字型で側面に切込み4、5及びツメ状突起部8〜11を設けた第1のフレーム1と、断面がコの字型で側面端部が突出し、上記ツメ状突起部8〜11と係合する係合孔14〜17を設けた第2のフレーム2とを、T字状に係合させて仮付けするようにした。また、その組立構造を列車空調システムフレーム構造全体に適用するようにした。
(もっと読む)
21 - 30 / 131
[ Back to top ]