
国際特許分類[B23K9/235]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | 予備処理 (131)
国際特許分類[B23K9/235]に分類される特許
51 - 60 / 131
耐熱鋼品の溶接補修方法及び溶接補修部を有する耐熱鋼品
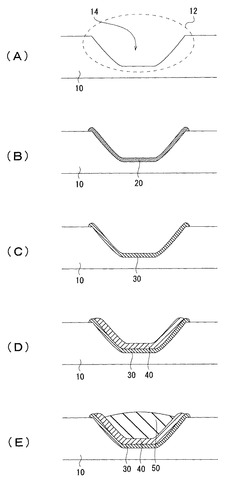
【課題】低サイクル疲労特性に優れ、かつ、簡易な設備で実現可能な耐熱鋼品の溶接補修方法及び溶接補修部を有する耐熱鋼品を提供する。
【解決手段】第1工程では、母材10の溶接補修対象部12に形成された開先14に対して、被覆アーク溶接を用いたバタリング溶接を行い、バタリング溶接部20を形成する。第2工程では、TIGリメルト処理を行い、バタリング溶接部を溶融した後に凝固させてTIGリメルト処理部30を形成する。第3工程では、被覆アーク溶接によりバタリング溶接を行い、TIGリメルト処理部上に第1本溶接部40を形成する。第4工程では、被覆アーク溶接により本溶接を行い、第1本溶接部上に第2本溶接部50を形成する。
(もっと読む)
シャー切断鋼板の突合せ両面サブマージアーク溶接方法

【課題】鋼板の不揃いなシャー切断エッジを突合せて両面溶接する。
【解決手段】定盤10上に配置した一対の鋼板11のシャー切断エッジ13の間に、カットワイヤ15を配置し、鋼板11を接近させてシャー切断エッジ13間にカットワイヤ15を挟み込み、不揃いなルート空間14に効果的にカットワイヤ15を充填して均し表面溶接し、反転した後、ルート空間14にカットワイヤ15を補充して均した後、裏面溶接する。
(もっと読む)
溶接装置
【課題】フラックスによるヒータの破損や温度低下を抑制できる溶接装置を提供すること。
【解決手段】この溶接装置1は、筒状構造物を溶接対象Tとしてアーク溶接を行う溶接機2と、溶接時にて溶接対象Tを予熱するヒータ3とを備えている。また、溶接機2が溶接対象Tの外周側に配置されている。また、ヒータ3が溶接対象Tの内周側に配置されて溶接対象Tを予熱している。これにより、ヒータ3が溶接対象Tの内周側に配置されて溶接部を加熱するので、溶接時にてフラックスが飛散したときに、フラックスがヒータ3に降りかかる事態が防止される。これにより、フラックスによるヒータ3の破損や温度低下を抑制できる。
(もっと読む)
溶接継手部の保全装置及び保全方法
【課題】圧力容器に設けられる複数のノズルの溶接継手部を短期間で保全できる溶接継手部の保全装置及び保全方法を提供する。
【解決手段】原子炉の圧力容器1に複数設けられたノズル3と配管4との間に形成される溶接継手部5の内面に肉盛溶接をする溶接継手部5の保全装置6において、圧力容器1の上方に圧力容器1の中心軸回りに回転可能な構造体7を配置し、構造体7に圧力容器1内に上下に離間して配置される一対の基部9、10を吊設し、これら基部9、10に、ノズル3内に挿入されると共に溶接継手部5の内面に開先加工し、かつ、肉盛溶接するノズルプラグ装置13、14をレール部材11、12を介して径方向に移動可能に、かつ、基部9、10間に位置するように設けると共に、一方のノズルプラグ装置13が圧力容器1の中心部にあるとき他方のノズルプラグ装置14を圧力容器1の外周部に退避させるように他方のレール部材12が一方のノズルプラグ装置13の移動方向と交差する方向に移動可能に設けられたものである。
(もっと読む)
溶接装置及び溶接方法
【課題】製品の位置決め精度を向上できる溶接装置及び溶接方法を提供すること。
【解決手段】
緩衝器1のアウターチューブ2の外周に嵌挿される本体部3eと、本体部3eから略平行に突出して形成され、車両のナックルに取り付けるための穴を有する一対の取付部3aと、を備えるナックルブラケット3を、アウターチューブ2の外周に仮溶接するための溶接装置100であって、アウターチューブ2にナックルブラケット3を仮溶接するための複数のスポット溶接機50と、一対の取付部3aに挟まれた状態で、アウターチューブ2とナックルブラケット3とを支持し、一対の取付部3aの間隔を規定するための固定治具30と、取付部3aの穴3bに先端を挿入させて取付部3aを固定治具30に対して押圧し、アウターチューブ2に対するナックルブラケット3の位置を決める位置決めピン20と、を備える。
(もっと読む)
高Mo/Nb肉盛層の形成方法、高Mo/Nb肉盛層
【課題】単体Moや単体Nbを母材に効率よく溶接する方法と、それにより得られる高Mo又は高Nb肉盛層を提供する。
【解決手段】母材4の溶接ポイントを所定温度に予熱しておき、溶接ポイントの周囲を不活性ガス3aの雰囲気とした状態で、溶接材5として単体Mo又は単体Nbの少なくとも何れか一方をプラズマアーク溶接することにより、母材4に単体Moや単体Nbの溶接材5、又は母材4と溶接材5とによる金属間化合物、の少なくとも何れか一方を含有する肉盛層6を形成する。
(もっと読む)
摩擦攪拌接合における仮付け方法及び摩擦攪拌接合方法並びにそれらの方法に用いるスタッド銃
【課題】摩擦攪拌接合前に実施する両被接合部材の仮付け方法として、安定した摩擦攪拌接合部を提供するとともに効率的な仮付け方法及びそれを用いた摩擦攪拌接合方法を提供する。
【解決手段】接合される部材10、20の接合部を摩擦攪拌接合可能な位置に突合せて配置し、突合された両部材10、20の表面に重なる位置に仮付け部材40を配置し、部材10、20と仮付け部材40とをスタッド溶接法または摩擦圧接法により接合した。
(もっと読む)
多電極サブマージアーク溶接法
【課題】天然ガス、原油輸送用ラインパイプ等、あるいは構造用パイプ等用途に供される大径溶接鋼管の製管溶接に好適な多電極サブマージアーク溶接方法を提供する。
【解決手段】第1、第2電極の溶接ワイヤをワイヤ径3.2mm以下、溶接速度80cm/min以上とする3電極以上の多電極サブマージアーク溶接方法であって、散布前のフラックス粒子間の大気成分をN2を含まないガスで置換し、且つ、フラックス散布位置の前縁から、溶融池後方までを大気混入防止のためのシールドカバーで覆う、例えば、フラックス散布位置の前縁から、溶融池後方までを大気混入防止のためのシールドカバーで覆う際、最終電極の溶接ワイヤ突出部の先端から後方側へ少なくとも式(1)を満たす距離Lとする。L≧2+0.04×v(1)v:溶接速度 [cm/min](1)
(もっと読む)
溶接ワイヤーの端部を成形する方法および装置
本発明は、挿通処置用に所定材料と所定直径を有する溶接ワイヤー(13)の端部を成形する方法に関し、ここで溶接ワイヤー(13)は溶接トーチ(10)内に配置されたコンタクト管を通る少なくとも1つのワイヤーコア(12)を介してワイヤー貯蔵部から給送されており、かつこれに対応した装置に関する。溶接ワイヤー(13)の端部を自動化成形できるようにすべく、本発明によれば、挿通処置前に、電源(2)に接続したコンタクト板(30)と溶接ワイヤー(13)との間に、溶接ワイヤー(13)の材料と直径の関数として電弧(15)を発生させ、溶接ワイヤー(13)の端部を成形し、ここで溶接ワイヤー(13)の端部を半球状に成形し、溶接ワイヤー(13)の半球状端部の直径は溶接ワイヤー(13)の直径を実質超過させない。  (もっと読む)
(もっと読む)
鋼構成部品を製造する方法、溶接線、溶接された鋼構成部品、および軸受構成部品
本発明は、最大で1.5重量%の炭素含量を有する第1の鋼部(7)および第2の鋼部(8)を含む鋼構成部品(6、11)を製造する方法に関する。該方法は、少なくとも部分的に第1の鋼部(7)及び少なくとも部分的に第2の鋼部(8)をα/γ変態温度を超えて加熱するステップ(1)と、α/γ変態温度を超える温度で行う溶接によって第1の鋼部(7)と第2の鋼部(8)とを接合するステップ(2)と、硬化効果が回避されるように冷却するステップ(3)と、を含む。本発明はさらに、溶接線(9)、溶接された鋼構成部品(6、11)、および軸受構成部品(11、15、20、22、26、27、31)に関する。  (もっと読む)
(もっと読む)
51 - 60 / 131
[ Back to top ]