
国際特許分類[B23Q11/10]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工作機械の細部;構成部分,または付属装置,例.倣いまたは制御装置;特定の細部または構成部分の構造により特徴づけられる工作機械一般;特定の結果を目的としない金属加工機械の組合わせ (8,929) | 工具または機械の部分を良い作業状態に維持するためまたは工作物を冷却するために工作機械に取りつけた付属装置;特に工作機械に配備または組合せてもしくは工作機械と共に使用するために付け加えられる安全装置 (2,145) | 工具または工作物の冷却または潤滑のための装置 (467)
国際特許分類[B23Q11/10]に分類される特許
81 - 90 / 467
生産ラインシステム
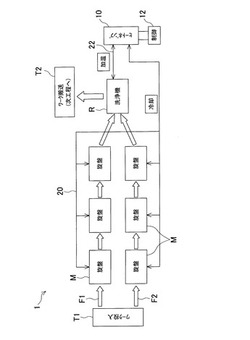
【課題】エネルギー効率が高く、フレキシブル性に富む機械加工機に関する生産ラインシステムを提供する。
【解決手段】生産ラインシステム1では、ワークの機械加工機(旋盤M)のクーラントを冷却する冷却処理工程と、旋盤Mによる加工後にワークの洗浄を行う洗浄機Rに係る洗浄液を加熱する加熱処理工程とを有し、前記加熱処理工程と前記冷却処理工程とをヒートポンプ10により一つのヒートポンプサイクルで行う。又、前記加熱処理工程における加熱と前記冷却処理工程における冷却に関する熱収支について、前記洗浄液の設定温度や前記クーラント液の設定温度で調整する。
(もっと読む)
機械加工システム

【課題】 加工装置で使用された加工水を、加工水中に混入する加工屑の粉粒物の錆を抑止しながら浄化処理できるようにし、廃水のみならず特に再利用を有効に行うことができるようにする。
【解決手段】 加工装置Kで使用された加工水Wを処理する加工水処理装置Jを設け、この加工水処理装置Jを、加工装置Kで使用された加工水Wを貯留する貯留槽20と、貯留槽20に貯留された加工水Wに通電する第2陽極部A2と、加工水Wに含まれ貯留槽20の底に沈殿してくる導電性の粉粒物Gを第2陰極部C2として、第2陽極部A2から加工水Wを通して第2陰極部C2へ電流を流す第2回路部21とを備えた。また、貯留槽20の上澄の加工水Wを取り出してフィルタを通過させてろ過する一次ろ過部30と、一次ろ過部30でろ過された加工水Wを逆浸透膜を通過させてろ過する二次ろ過部32とを備えた。
(もっと読む)
工作機械
【課題】水性加工液を使用して金属を加工した際の工具寿命を延ばすことができる工作機械を提供する。
【解決手段】工具18とワーク2とを相対移動させ、加工領域に加工液を供給しながらワーク2を加工する工作機械1において、水と油の混合液を貯留する一次タンク52と、一次タンク52の混合液の上部の層の液と下部の層の液を汲み上げる第1ポンプ58と、第1ポンプ58により汲み上げられる混合液の混合割合を調節する絞り弁61と、第1ポンプ58で汲み上げられた混合液を貯留する二次タンク53と、二次タンク53の混合液を汲み上げる第2ポンプ63と、第2ポンプ63で汲み上げられた混合液から水に油が分散した加工液を生成するホモジナイザ64と、ホモジナイザ64で生成された加工液を貯留する三次タンク54と、三次タンク54の加工液を加工領域へ供給する第3ポンプ66とを備える。
(もっと読む)
工作機械及び加工液供給装置、並びに加工液
【課題】水性加工液を使用してチタン合金やニッケル合金やアルミニウム合金などの金属を加工した際に工具寿命を延ばすことができる工作機械及び加工液供給装置、並びに加工液を提供する。
【解決手段】工具18とワーク2とを相対移動させてワーク2を加工する工作機械1において、水と油を取り込んで、水に油を均一に分散させるホモジナイザ15を具備し、ホモジナイザ15で生成した加工液を加工領域に供給してワークを加工する。
(もっと読む)
加工装置
【課題】装置の稼動を停止する際に、水供給配管内の水分を排出可能な加工装置を提供する。
【解決手段】親配管68と、子配管72a、72b、72cと、エア供給源66からのエアを供給するエア供給配管78と、親開閉バルブ82と、エア開閉バルブ86と、子開閉バルブ84a、84b、84cと、親開閉バルブ82、複数の子開閉バルブ84a、84b、84c及びエア開閉バルブ86の開閉タイミングを制御する制御手段とを具備し、制御手段は、選択された水噴出部位に水を供給する際は、エア開閉バルブ86を閉じ、親開閉バルブ82を開け、子開閉バルブを開けるように制御し、親配管68及び子配管内に残留する水を排出する際は、親開閉バルブ82を閉じ、エア開閉バルブ86を開け、子開閉バルブ84a、84b、84cを全て閉じた後、子開閉バルブ84a、84b、84cを一つずつ開けてから閉じるように制御することを特徴とする。
(もっと読む)
切削装置
【課題】切削屑の混じった切削水の飛散の影響を受けることなく、環状ブレードの切り刃の摩耗及び欠けの検出を正確に行う切削装置を提供する。
【解決手段】基台120から外周側に突出した切り刃121を有する環状ブレード12と、環状ブレード12に切削水を供給する切削水供給ノズル132と、環状ブレード12の状態を検出するブレード検出手段14とを備えた切削装置において、ブレード検出手段は、切り刃121が進入するブレード進入部において互いに対向して配設される発光体及び受光体を備え、ブレードカバー13には、切削水供給ノズル132より環状ブレード12の回転方向A下流側でかつブレード検出手段14より環状ブレード12の回転方向A上流側に、切削水供給ノズル132とブレード検出手段14との間を仕切るためのブラシ状仕切り部材15を配設し、環状ブレード12の高速回転に伴うブレード検出手段14への切削水や切削屑の回り込みを遮断する。
(もっと読む)
切削工具
【課題】 従来のエンドミルを用いた切削加工において、供給穴の無い且つ切れ刃が2〜6枚のものが一般的に多く用いられている。その際に発生する切り屑や熱、加工変質の除去・低減を目的として外部よりエアーや油等の流動体を切削点へ吐出させているが効果が十分とは言えない。
【解決手段】 本発明は、上記の点に鑑みなされたもので、工具の切れ刃を6〜30枚程度の多刃とし、軸方向または軸直角と角度を持つ方向へ排出穴が開口するように構成されたものである。
(もっと読む)
チタン及びチタン合金の高効率切削方法
【課題】ダイヤモンド工具等の高価な工具を用いることなく、一般的な超硬工具を用いる範囲において、従来よりも高速での高効率切削条件で切削が可能なチタン及びチタン合金の高効率切削方法を提供する。
【解決手段】エンドミルの径方向切込み量が0.6〜2mm、軸方向切込み量が0.6〜2mm、送りが0.1〜0.5mm/rev、切削速度が80〜200m/minであって、極性を有する油分を80質量%以上含む潤滑油5〜100mL/hをミスト状にして、流量10〜100L/minの空気または窒素ガスと共に、前記エンドミルの刃先に噴霧しながら断続切削加工することを特徴とするチタン及びチタン合金の高効率切削方法。
(もっと読む)
自動工具交換部を有する自動交換式クーラント装置
【課題】自動交換される工具の加工部位にその工具に対応するクーラントノズルを自動交換により位置決めして確実なクーラントの供給を行う自動工具交換部を有する自動交換式クーラント装置を提供する。
【解決手段】工具15とそれに対応するクーラントノズル3が自動交換されクーラントノズルのノズル14からクーラントが噴射供給される。
(もっと読む)
多段リーマ
【課題】他の段の刃部の切削により生じた切削屑に起因する穴の加工精度の低下を防止した多段リーマを提供する。
【解決手段】第2刃部4bの加工面6bに開口するクーラント穴8bから噴射されるクーラントの噴射方向を、第1刃部4aの加工面6aに開口するクーラント穴8aから噴射されるクーラントの噴射方向に対して反対向きに設定したので、第2刃部4bの切刃5bによる切削により生じた切削屑を、第2刃部4bの加工面6bに開口するクーラント穴8bから噴射されたクーラントにより、先端側に対して反対向きへ排出することができる。これにより、第2刃部4bの切刃5bによる切削により生じた切削屑が、隣接する第1刃部4aと該第1刃部4aにより仕上げ加工された仕上面との間に入り込むこと等に起因する当該仕上面の傷を防止することができ、要求される穴の加工精度を確保することができる。
(もっと読む)
81 - 90 / 467
[ Back to top ]