
国際特許分類[B23Q11/10]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工作機械の細部;構成部分,または付属装置,例.倣いまたは制御装置;特定の細部または構成部分の構造により特徴づけられる工作機械一般;特定の結果を目的としない金属加工機械の組合わせ (8,929) | 工具または機械の部分を良い作業状態に維持するためまたは工作物を冷却するために工作機械に取りつけた付属装置;特に工作機械に配備または組合せてもしくは工作機械と共に使用するために付け加えられる安全装置 (2,145) | 工具または工作物の冷却または潤滑のための装置 (467)
国際特許分類[B23Q11/10]に分類される特許
71 - 80 / 467
切削油腐敗防止装置及び方法
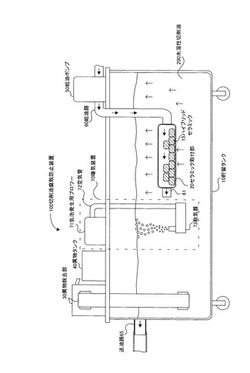
【課題】 水溶性切削油剤原液を水により希釈してなり、貯留タンクに溜められた水溶性切削油の腐敗を防止する。
【解決手段】切削油腐敗防止装置100は、水溶性切削油剤原液を水により希釈してなる水溶性切削油200を溜めた貯留タンク10と、水溶性切削油200に浸るようにハイブリッドセラミック15を取り付けるセラミック取付部20と、水溶性切削油200に微細な気泡を供給する曝気装置70と、水溶性切削油200から異物を分離し、取り除く異物除去部30と、異物除去部30により水溶性切削油200から取り除かれた異物を溜める異物タンク40とを備える。
(もっと読む)
冷却液分配器

【課題】冷却液分配器を提供する。
【解決手段】工作機械の回転する切削ヘッド(2)用の冷却液分配器(1)であって、最終組立状態の切削ヘッド(2)に面する少なくとも1つの送り通路(14)と、切削ヘッド(2)から離れている送り通路(14)の端部の少なくとも1つの偏向要素(15)と、切削ヘッド(2)の方向に斜めに延び、かつ送り通路(14)に接続される少なくとも1つの流出通路(17)とを備える冷却液分配器(1)。
(もっと読む)
回転切削装置
【課題】動作時の騒音を防止することができる回転切削装置の提供。
【解決手段】 回転切削装置1は、本体ケース2内にモータ4が収容されている。本体ケース2の上部には、切削液が貯蔵されるタンク23が設けられ、本体ケース2内部には、軸心を中心に回転可能に支持される管状のスピンドルケース61を備える。スピンドルケース61内には、軸心方向に摺動可能に支持されホルソー10が装着されるスピンドル61が配置される。スピンドルケース61内であって、一端がタンク23と連通し、他端がスピンドルケース61内に挿入され、スピンドルケース62に固定され、ホルソー10に切削液を供給する供給管64をさらに有する。
(もっと読む)
金属加工装置
【課題】被加工金属の酸化を防止しつつ、廃油処理や製品の洗浄作業を必要とせず、加工部に大量の冷却液を供給した場合であっても加工部における振動の発生を回避して、高精度かつ高速での金属加工を実現する金属加工装置を提供すること。
【解決手段】被加工金属Wを加工する工具121と、工具121と被加工金属Wとの間の加工部Aに冷却液Lを供給する冷却液供給手段130とを備え、冷却液Lは、溶存ガスを除去する脱気処理と、水素を添加する水素添加処理とを水に対して施して成る金属加工装置100。
(もっと読む)
加工制御装置
【課題】 加工工具(研削砥石や研磨バフ等)の中心内部から外周面に低温の冷却気体や高圧冷却液を浸透噴出して加工点を直接冷却するものにして、冷却気体や高圧冷却液が効率良く加工点に集中して噴出誘導する加工制御装置を提供する。
【解決手段】 通気性の気泡状砥石10A又は台金部分10Xに通気回路・通液回路Jを設けた電着砥石10Bや研磨バフ10C等の加工手段10と、上記加工手段はこの回転軸中心にあけた通孔4Aから内部を浸透して外周縁部の加工点Pへ冷却気体K1を供給する冷気供給部材LKと、上記加工手段を包囲しこの外周縁部から噴出する冷却気体K1をワークWの被研削面の加工点Pに集中誘導する開口部20Zを有する円筒カバー体20と、を備えた加工制御装置100。
(もっと読む)
加熱殺菌装置
【課題】装置全体をコンパクトにしつつ、熱交換の効率を向上できる加熱殺菌装置を提供すること。
【解決手段】本発明の加熱殺菌装置100は、ヒータ113が設けられた熱処理槽111と、加熱処理前の加熱前クーラントを流入する流入口141aと、加熱処理後の加熱後クーラントを流出する流出口154aと、流入口141aから熱処理槽111に連結する処理前流路140と、熱処理槽111から流出口154aに連結する処理後流路150とを備え、処理前流路140は、熱処理槽111の上部において、略円筒形状の内周壁132aと、内周壁132aと同芯であり内周壁132aより径が大きい外周壁131aとの間に形成された円筒状流路142を有し、処理後流路150は、円筒状流路142の内部において、内周壁132aの周方向に沿って延びて、螺旋形状に形成された螺旋流路153を有する。
(もっと読む)
ノズル調整治具
【課題】容易に切削水ノズルの位置を調整可能なノズル調整治具を提供することである。
【解決手段】切削ブレードが取り外された状態で該切削水ノズルの位置を調整するノズル調整治具であって、マウントフランジのボス部に嵌合する嵌合穴を有する平板部102と、平板部102に対して垂直方向に伸長する所定長さの連結部108で平板部102に連結され、切削ブレードの後方で切削水ノズルを切削ブレードの厚み方向の中心へ位置決めする平板部102と平行に伸長する規制部106と、を具備した。
(もっと読む)
加工装置
【課題】良質のミストエアを噴射することができる加工装置を提供すること。
【解決手段】加工装置1は、ボディ2と、ラム3と、ラム3を進退させる進退機構6と、工具Tと、工具Tを把持してラム3と一体に進退する把持手段5と、把持手段5を回転させる主軸モータMと、切削油とエアとを混合したミストエアを工具Tに供給するミストエア供給部10とを備え、ミストエアを供給しながら被加工物を加工する。工具Tは、ミストエアを刃部に送る貫通孔を有する。把持手段5は、工具Tを把持するコレット51と、コレット51が挿入される内筒部52aを有し、内筒部52aから外周部に亘ってミストエア供給部10からのミストエアが導入される通孔52dが形成されたコレットホルダ52とを備えている。内筒部52aには、通孔52dの内側開口端52fから工具Tの貫通孔Tcに向けて形成されたミストエア供給路55aを有する流路案内プラグ55が内嵌されている。
(もっと読む)
油剤組成物及び極微量油剤供給式切削・研削加工方法
【課題】高い加工性と安全性を兼ね備えた極微量油剤供給式切削・研削加工用油剤組成物、並びに該油剤組成物を用いた極微量油剤供給式切削・研削加工方法を提供すること
【解決手段】本発明は、潤滑油基油と、親水親油指数が8〜14であるヒドロキシ酸のアルキレンオキサイド付加物と、を含有し、極微量油剤供給式切削・研削加工に用いられることを特徴とする油剤組成物を提供する。また、本発明は、上記本発明の油剤組成物を、圧縮流体と共に被加工物の加工部位に向けてミスト状で供給する工程を備えることを特徴とする、極微量油剤供給式切削・研削加工方法を提供する。
(もっと読む)
調整可能な冷却機構を有する回転切削工具
調整可能な冷却機構を有するフライス(10)は、本体中央穴を有する工具本体を有する。少なくとも1本の刃溝が本体外周面に形成されている。それぞれの刃溝は、第1の列のインサートポケットと、この第1の列から軸線方向後方にずれた第2の列のインサートポケットとを少なくとも具える。冷却機構は中央ピン(54)を含み、この中央ピンはその長手方向に沿って相互に軸線方向に空間をあけた少なくとも2本の溝を有する。再配置可能なシール(94)は溝の一方に装着させられる。再配置可能なシールを第1の溝に装着した場合、本体中央穴(32)は第1番目の列のインサートと関連付けた冷却穴と流体連通状態にある。再配置可能なシール(94)を第2の溝に装着した場合、本体中央穴(32)は第2番目の列のインサートと関連付けた冷却穴と流体連通状態にある。  (もっと読む)
(もっと読む)
71 - 80 / 467
[ Back to top ]