
国際特許分類[B23Q11/10]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工作機械の細部;構成部分,または付属装置,例.倣いまたは制御装置;特定の細部または構成部分の構造により特徴づけられる工作機械一般;特定の結果を目的としない金属加工機械の組合わせ (8,929) | 工具または機械の部分を良い作業状態に維持するためまたは工作物を冷却するために工作機械に取りつけた付属装置;特に工作機械に配備または組合せてもしくは工作機械と共に使用するために付け加えられる安全装置 (2,145) | 工具または工作物の冷却または潤滑のための装置 (467)
国際特許分類[B23Q11/10]に分類される特許
101 - 110 / 467
切削装置
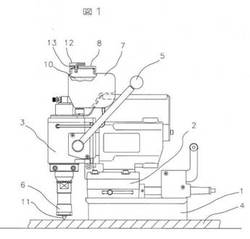
【課題】
磁気ボール盤のような可搬形の切削装置は、工事現場で種々の部材の切削に使用され、本体の使用角度も水平だけに限らず、組み上げた鋼材に穴あけを行うような場合は壁面への穴あけ作業もある。壁面への穴あけの場合、切削液がタンク通気穴を塞ぐと、切削液が回転刃具に円滑に供給されない場合もある。
【解決手段】
モータと、前記モータにより駆動される回転刃具と、切削油を収容するためのオイルタンクと、前記オイルタンクの内部と外気とを連通する通気管を有する切削装置であって、前記通気管が反重力方向へと向くように、前記通気管に質量部を設けたことを特徴とする切削装置により、上記の課題を解決することができる。
(もっと読む)
切削液吐出検出方法とその装置

【課題】本発明は、切削液吐出検出方法に関し、従来の切削液吐出方法では、リアルタイムでミスト化された切削液の吐出の有無と吐出量とが把握できないという課題があって、それを本発明の方法により解決することである。
【解決手段】切削液の供給管2とエアー供給管3とが接続される微量切削油供給装置4と、該微量切削油供給装置に一端部が接続され他端部が主軸のオイルホールを介して工具先端部に配設されたミスト供給配管5とで、前記工具7先端部にミスト化された切削油を吐出する切削液吐出方法において、前記エアー供給管3の途中に、空気流量を測定する流量計8を設けることで、ミスト化された切削液の吐出の有無と吐出量とを、前記ミスト供給配管5にエアのみを供給した場合の流量を基準値として該基準値に対する前記空気流量の減少から検出するようにした切削液吐出検出方法とするものである。
(もっと読む)
回転切削装置
【課題】
切削装置を任意の向きに取付けた場合であっても、切削油が切削油タンクから切削刃へと供給されるようにすること。
【解決手段】モータと、前記モータを収容する本体と、前記本体に設けられ、前記モータにより回転される切削刃と、前記本体に設けられる切削油タンクと、を有し、前記切削油を重力によって前記切削刃へと供給する回転切削装置であって、前記切削油タンクに複数の通気口を設けたことを特徴とする回転切削装置により、上記の課題は解決することができる。
(もっと読む)
導電性ローラ成形用金型の製造方法およびそれに用いる金型加工機
【課題】低コストでしかも高精度な内面を有する導電性ローラ用金型の製造方法、および、それに用いる金型加工機を提供する。
【解決手段】パイプ部材30の内面を、研削部を有するホーニングツールをパイプ部材30の一端から他端まで移動させることにより加工するとともに、該加工に際して、前記パイプ部材の他端から一端に向かって潤滑液35を流動させる。
(もっと読む)
面削装置
【課題】切屑及び被削材への余分な切削液の付着を抑制でき、必要最低限の切削液を必要な箇所に対して局所的に供給可能な面削装置を提供する。
【解決手段】被削材2を面削するための複数の切削刃1が表面に設けられた切削工具10と、切削工具10を被削材2の表面上で回転駆動させる駆動手段と、切削工具10の切削刃1が被削材2と接触する前に、切削刃1の刃先11、切削刃1のすくい面13における被削材2との接触領域R2および切削刃1の逃げ面12における被削材1との接触領域R1に切削液を局所的に付着させる供給機構3a、3bとを備える。
(もっと読む)
工具内流路を有する円筒状回転工具およびこの工具による加工方法
【課題】工具内流路の吐出口から噴出したクーラントが、半径方向外方に拡散することなく、湾曲した扇状に拡がりながら工具の外周面上を流れ、チップに供給されて工具外周面とチップを冷却する円筒状回転工具を提供する。
【解決手段】円筒状回転工具3は、工具内流路4が形成された大径部20と、大径部の前方に配置された小径部21と、小径部の前部に取付けられたチップ22とを備える。中心軸線CLの後方から見て、工具内流路の吐出口23の内周円と小径部の外周円とが交差している。吐出口の部位では、切欠き部25が小径部の外周面26に形成されている。切欠き部の傾斜部30は、吐出口の全周のうち中心軸線に最も近い位置P1から小径部の前方にいくに従って中心軸線から次第に離れるように斜めに形成されている。傾斜部は、吐出口から前方に噴出するクーラントLのうちその一部の流れL1を、小径部の半径方向外方に案内する。
(もっと読む)
シャフトツールおよび同シャフトツールを備えた装置
【課題】 最少量潤滑で用いられる、冷却剤/潤滑剤供給点に対する境界部に結合する際にとりわけ適したシャフトツールが開示される。
【解決手段】 本発明のシャフトツールは、機械部から離れた側にオリフィスをもつ、少なくとも1個の全体的に偏心した内部冷却ダクトを備える。前記オリフィスは、例えばチャック内において、最少量潤滑をもたらす同軸配設された供給部へのシャフトの接続を可能にする円錐状嵌合エリアと連通し、同エリアにおいて円錐状凹部に嵌入するシャフトの円錐台の高さは円錐台面上の径方向スリットの深さより大きい。
(もっと読む)
ワークピースのハードフィニッシュを行うためのハードフィニッシュ加工機
【課題】ハードフィニッシュ加工機における冷却潤滑剤の供給条件を自動的に調節する。
【解決手段】ハードフィニッシュ加工機は、ワークピース2とハードフィニッシュ工具3,4との間の加工領域に冷却潤滑剤を供給するための冷却潤滑剤供給手段を備え、最適化された冷却潤滑剤供給条件であらゆる可能な工具と方法とを組み合わせて作動するために、冷却潤滑剤供給手段9は、冷却潤滑剤の流れのための少なくとも1つの開口部を有する少なくとも1つの第1の冷却潤滑剤ノズル9’と、冷却潤滑剤の流れのための少なくとも1つの開口部を有する少なくとも1つの第2の冷却潤滑剤ノズル9”とを備え、2つの冷却潤滑剤ノズル9’,9”は、ツールスピンドル5の回転軸6の方向Yにおいて相互に相対移動可能に配置される。
(もっと読む)
ワークピースのハードフィニッシュを行うためのハードフィニッシュ加工機
【課題】ハードフィニッシュ加工機における冷却潤滑剤の供給条件を自動的に調節する。
【解決手段】ハードフィニッシュ加工機は、ワークピースとハードフィニッシュ工具との間の加工領域に冷却潤滑剤を供給するための冷却潤滑剤供給手段9を備え、最適化された冷却潤滑剤供給条件であらゆる可能な工具と方法とを組み合わせて作動するために、冷却潤滑剤供給手段9は、少なくとも1つのノズル要素10を備え、ノズル要素10は、流路出口開口部13,14をそれぞれ有する少なくとも2つのノズルチャンバ11,12を備え、少なくとも2つの流路出口開口部13,14は、ツールスピンドルの回転軸の方向Yにおける同じ作動位置に配置され、ノズル要素10は、ツールスピンドルの回転軸に垂直な面内で移動可能である。
(もっと読む)
工具タレットへの切削液供給装置
【課題】複数の工具ステーションごとの切削液通路を備えたタレットに切削液を供給する装置に関し、切削液配管に逃し弁や切換弁を設けることなく、高圧の切削液が供給された場合でもノズルのタレットからの後退動作を可能にする。
【解決手段】ハウジングに軸方向摺動自在に嵌挿されたノズルは、ハウジングに嵌挿された部分の中間部に小径部を備えている。ノズルを進出方向に付勢するばねが設けられている。ノズルをタレットから後退させる油圧力を作用させる作動油室が、ノズルの小径部と基端側大径部との間に形成されている。ノズルのノズル孔に切削液を導く切削液室は、ノズルの先端側大径部の小径部側端部にノズル挿通孔側を凹所にして設けられている。ノズルの小径部の先端側端部に、切削液室とノズル孔とを連通させる貫通孔が設けられている。
(もっと読む)
101 - 110 / 467
[ Back to top ]