
国際特許分類[B23Q17/22]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工作機械の細部;構成部分,または付属装置,例.倣いまたは制御装置;特定の細部または構成部分の構造により特徴づけられる工作機械一般;特定の結果を目的としない金属加工機械の組合わせ (8,929) | 工作機械上において指示または測定する装置の配置 (1,211) | 工具または工作物の現在位置または所望位置を指示または測定するもの (256)
国際特許分類[B23Q17/22]に分類される特許
61 - 70 / 256
位置検出センサ
【課題】製造工程の遅延や製造コストの増大を抑制しつつ、高精度な位置検出を実現可能な位置検出センサを提供すること。
【解決手段】工作機械に装備された主軸に装着されるホルダと、上記ホルダの先端から突出して延びるアンテナと、上記アンテナが他の物体と接触したことを検出する接触検出手段と、を備えている。そして、上記アンテナは、当該アンテナの先端側が予め設定された変位許容量だけ変位可能なよう上記ホルダに装着されていると共に、上記他の物体との接触により外部から所定の力がかかったときに曲折するよう弾性を有する線状部材にて形成されている。
(もっと読む)
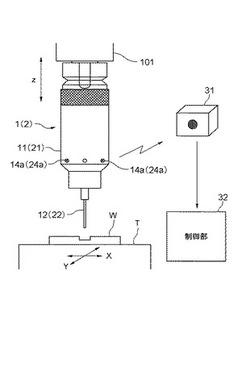
工具位置測定方法と装置

【課題】回転工具の刃先の三次元位置を非接触で測定することができ、繰り返し精度が高く、工具刃先形状の違いによる測定誤差が小さい工具位置測定方法及び装置を提供する。
【解決手段】回転する回転工具12の刃先12aを、Z軸方向から見た回転刃先画像を撮像する回転刃先撮像工程S11を有する。回転刃先画像から、回転軸αの概略位置の仮回転軸位置を原点として、X軸上及びY軸上の輝度分布を求める。原点及びその近傍のX軸方向の複数の位置であるX反転位置から、X軸方向に同一距離だけ離れた位置同士の輝度の差分を所定範囲でX軸方向に積分したX積分値を、X反転位置ごと算出する。同様にY軸方向に、同一距離だけ離れた位置同士の輝度の差分を積分したY積分値を、Y反転位置ごと算出する。X積分値及びY積分値が最も小さくなるX積分値差最小位置及びY積分値差最小位置とで定まる座標を回転軸位置とする。
(もっと読む)
ボーリングホルダの工具径調整システム
【課題】微動調整機構と粗動調整機構の2段階の調整機構を有する場合に、工具径の自動補正ができるボーリングホルダの工具径調整システムを提供する。
【解決手段】ボーリングホルダ1は、刃具70と、回転軸線から刃具70までの位置を調整可能な微動調整機構20および粗動調整機構50を備える。さらに、工具径調整システムは、ボーリングホルダ1の工具径を計測する工具径計測装置109と、工具径計測装置109により計測された工具径と目標工具径とに基づいて補正量を算出し、補正量に基づいて微動調整機構20および粗動調整機構50を動作させることにより工具径を目標工具径に一致させる制御装置108とを備える。
(もっと読む)
計測装置を具備する工作機械を制御する数値制御装置
【課題】計測指令を簡単に作成することが可能な加工サイクルの形状を利用した計測を行う数値制御装置を提供すること。
【解決手段】ブロックを読み込み、解析し、読み込んだブロックは加工サイクル指令か否か判断し、加工サイクル指令の場合には加工種類と加工形状から計測サイクルを決定し、加工形状から計測位置を取得し、計測サイクルをメモリに格納し、計測位置をメモリに格納し、加工サイクルを実行し(SA1〜SA8)、計測指令か否か判断し、計測データに計測サイクルがあるか否か判断し、計測を実行し、メモリの初期化を行い、プログラムの終了か否か判断する(SA9〜SA13)。
(もっと読む)
位置センサ
【課題】 例として、位置センサをATC(工具自動交換装置)機能が搭載された工作機械にて使用する場合、位置センサはコードレスで信号伝達しなければならない。従来、その信号伝達方式として採用されている電磁誘導方式には電磁コイルの取り付け位置やスペースに難があり、電波方式には混信、赤外線方式には外部悪環境によるトラブルなどがあった。
【解決手段】工作機械において、連結された構造物を浮遊媒体として微弱な交流信号を印加し、位置センサに内蔵した発信回路と工作機械に設けた受信回路を磁気結合させることで、位置センサと受信器の信号伝達をコードレスで可能とする。
(もっと読む)
ワークの芯出し装置
【課題】ワークWの芯出しを短時間で完了し得る自動芯出し装置を提供する。
【解決手段】基準軸A周りに回転可能な面板(永電磁チャック)3と、ワークWの偏心方向及び偏心量を測定する測定器(測定ヘッド)54と、ワークWが移動をするように、ワークW又は面板3の外周面を径方向内方の押圧方向に向かって押すプッシャー9と、測定器54の測定結果に応じて面板3の回転及びプッシャー9の駆動を制御することにより、ワークWの軸を基準軸Aと一致させる芯出し手段(制御盤)53と、を備える。芯出し手段53は、ワークWの偏心方向がプッシャー9の押圧方向と一致するように面板3を回転させると共に、偏心量が0になる量だけワークWが移動するようにプッシャー9を駆動させる。
(もっと読む)
砥石成形方法、砥石部設計方法、振れ量計測装置および振れ量計測方法
【課題】工具に接近するガイド部を用いて工具の振れ量を算出する。
【解決手段】工具210を回転駆動して振れが無視できなくなった状態で工具210に対してガイド部131を移動させ、工具210とガイド部131との接触を振れ検出手段140により検出する。工具210とガイド部131との接触を検出すると、ガイド部131が工具210に接触するまでの移動量を計測する。工具210の振れが無視できる状態でガイド部131が工具210に接触するまでの基準移動量を求めておき、振れが無視できなくなった状態で計測された移動量と基準移動量とに基づいて、工具210の振れ量を算出する。
(もっと読む)
スティッチング加工方法
【課題】高精度を持つ3次元微細形状のロール金型を大面積に渡って加工する際や、高精度を持つ3次元微細形状の平面を大面積に渡って加工する際、従来、不可能だった加工途中での工具交換を実現し、既加工部位と未加工部位とをつなげて加工できるスティッチング加工方法を提供する。
【解決手段】工具を駆動するアクチュエータと、アクチュエータに結合され、工具を保持する工具ホルダと、アクチュエータと同軸に配置され、工具の変位を計測する変位センサと、工具に印加される力を計測する力センサとを一体として構成する加工計測装置を用いて、加工物の表面に精密な3次元微細形状パターンを繰り返し切削加工する際、工具の摩耗や破損により工具を交換する工程において、交換した工具を取り付けた加工計測装置を変位計測プローブとして用いて、既加工パターンの形状を走査して計測することによって、交換した工具の位置を正確に同定する。
(もっと読む)
位置決めステージ
【課題】ステージの移動方向の剛性を向上させる。
【解決手段】位置決めステージにおいて、ステージ1の移動方向の位置検出点とステージ1が振動して姿勢変化したときにステージ1の位置が変動しない節の位置を合わせる。この位置を合わせるために、ステージ1の重量分布を調整するための第1の錘11及び第2の錘12を有している。そして、ステージ1の伝達特性の振動モードが0dBに近づくように第1の錘11及び第2の錘12の調整量を決定する。
(もっと読む)
遠隔操作型アクチュエータの工具先端位置検出装置
【課題】 外郭がパイプ状で細長形状のスピンドルガイドの先端に工具が設けられた遠隔操作型アクチュエータに対し、スピンドルガイドの撓みによる工具の先端位置の変位を精度良く推定して、常に正確な工具の先端位置を検出できる工具先端位置検出装置を提供する。
【解決手段】 遠隔操作型アクチュエータ5は、スピンドルガイドの基端を結合した本体ハウジングを備える。本体ハウジング4の位置および姿勢を検出して、この検出値から工具1およびスピンドルガイド3に外力が作用していないときの工具1の先端位置を検出する外力非作用時位置検出手段54と、スピンドルガイド3の歪みを検出する歪み検出手段60と、外力非作用時位置検出手段54で検出された工具1の先端位置を、歪み検出手段60の歪み検出値を用いて補正する補正手段55とを設ける。
(もっと読む)
61 - 70 / 256
[ Back to top ]