
国際特許分類[B24B41/06]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | フレーム,ベッド,往復台,主軸台,などの研削機械または装置の構成部分 (928) | 工作物支持具,例.調節可能な支持台 (649)
国際特許分類[B24B41/06]に分類される特許
81 - 90 / 649
表面加工装置
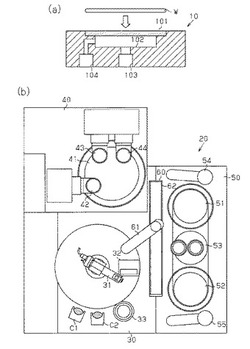
【課題】加工対象のワークを効率的に研削、研磨するための表面加工装置を提供する。
【解決手段】表面加工装置20のロードユニット30において、ワークWはトランスファチャック10に吸着させる。そして、トランスファチャックに固定されたワークWは、研削ユニット40に搬送され、研削が行なわれる。研削を終了した場合、トランスファチャック10に固定されたワークWは、研磨ユニット50に搬送される。そして、ワークWが一括処理枚数に達した場合には、バッチ処理により研磨が行なわれる。研磨を終了した場合、トランスファチャック10に固定されたワークWは、ロードユニット30に搬送される。そして、トランスファチャック10からワークWが取り外されて、それぞれ洗浄される。このトランスファチャック10には、新たなワークWを吸着させる。
(もっと読む)
加工装置

【課題】4個の加工手段を備えた加工装置を小型に構成することができる加工装置を提供する。
【解決手段】加工装置は、中心部に開口を備え回転可能に配設されたターンテーブルと、ターンテーブルに正多角形の頂点の位置に配設され被加工物を保持する保持面を備えた少なくとも5個のチャックテーブルと、ターンテーブルの該開口を挿通して立設された支柱と、支柱に少なくとも5個のチャックテーブルのうちの4個のチャックテーブルに対応して配設された4個の加工手段と、4個の加工手段をそれぞれチャックテーブルの保持面に対して垂直な方向に移動せしめる4個の加工送り手段と、ターンテーブルを回動して4個のチャックテーブルを4個の加工送り手段による加工領域に位置付けた状態において余りのチャックテーブルに被加工物を搬入・搬出する搬入・搬出領域とを具備している。
(もっと読む)
板ガラスの搬送装置とそれを備えた面取り装置
【課題】 板ガラスのパターン面を疵付けることなく安定して送ることができる板ガラスの搬送装置を提供すること。
【解決手段】 板ガラス1の反パターン面を支持して板ガラス1を搬送方向に送るベルト部11と、このベルト部11と対向する位置で前記板ガラス1のパターン面2に向けて所定圧の水圧を作用させパターン面支持水ガイド30とを有する送り機構40を備え、該送り機構40は、前記パターン面支持水ガイド30の水圧で前記板ガラス1を前記ベルト部11に押圧して、この板ガラス1のパターン面2に非接触の状態で、この板ガラス1を前記ベルト部11との間で挾持するように構成されている。
(もっと読む)
ガラス板の製造方法およびガラス板製造装置
【課題】精度の高いガラス板の位置決めを保持することができるガラス板の位置決め装置を備えるガラス板製造装置およびガラス板の製造方法を提供する。
【解決手段】ガラス板の位置決め装置は、固定部と、ガラス板を基準位置に配置するために、ガラス板を前記固定部に向かって押し、ガラス板を前記固定部に当接させる押圧部材と、を有する。前記固定部は、ガラス板と当接する円筒形状部材と、前記円筒形状部材を固定する中心軸部材との組を、少なくとも3組有する。前記3組の前記円筒形状部材はいずれも、前記円筒形状部材にガラス板の破断端面と当接することにより生じる摩耗の長さに対応して設定されている目盛りを有する。前記摩耗が生じることによってガラス板の配置に位置ずれが生じたとき、前記目盛りに従って、ガラス板と当接する前記円筒形状部材の当接位置は、前記円筒形状部材の円周上でシフトされる。この装置が、ガラス板の製造方法に用いられる。
(もっと読む)
搬送手段の高さ移動量設定方法
【課題】支持テーブル上のワークを搬送する際の搬送手段の高さ移動量を自動的に設定すること。
【解決手段】ワークを支持する支持テーブルと、支持テーブル上のワークを吸引保持する吸引パッドを備える搬送手段とを備える研削装置1において、吸引パッドに発生した負圧の値を読み取りながら吸引パッドを降下させ(S1:降下工程)、負圧の値があらかじめ設定したしきい値を超えた際にその吸引パッドの高さ位置を記録し(S5:記録工程)、その吸引パッドの高さ位置に基づいて支持テーブルに支持されたワークを搬送手段が搬出する際の吸引パッドの高さ移動量を設定する(S6:設定工程)ことを特徴とする。
(もっと読む)
工作機械におけるワーク固定用チャック装置および円筒状ワークの周面加工方法
【課題】ワークの芯出しを極めて短時間に行なうことができるようにしたチャック装置を提供する。
【解決手段】円筒部2の開口端部内にマグネットチャック3を取り付ける。マグネットチャック3に吸着支持される円筒状ワークWの内径面を挟持する内径挟持アーム8およびワークWの外径面を挟持する外径挟持アーム9を有し、後端部において一体化された複数のチャックアーム7を、周方向に間隔をおいて設け、それぞれの後端部を揺動自在に支持する。主軸1の軸心上にバー挿入孔5を形成し、ドローバー6の前後動によりリンク機構11を介して半径方向に揺動させ、半径方向内方への揺動時に外径挟持アーム9でワークWの外径面を挟持してワークWを芯出し、また、半径方向外方への揺動時に内径挟持アーム8でワークWの内径面を挟持してワークWを芯出し、チャックアーム7の挟持力とマグネットチャック3の吸着力とによって、ワークWの固定時の安定化を図る。
(もっと読む)
研削装置におけるワーク保持装置および軸受軌道輪の製造方法
【課題】研削時の研削力によってズレ動きが生じたり、変形が生じたりすることなくワークを安定よく保持することができるようにした研削装置におけるワーク保持装置を提供することである。
【解決手段】主軸1の先端にマグネットチャック2を介してドライブプレート3を取付け、そのドライブプレート3に形成された円筒部4の先端のワーク吸着面5によりワークWを吸着支持する。円筒部4の内側にピンブロック7を周方向に間隔をおいて設け、それぞれのピンブロック7に形成されたピン孔11に保持ピン12を出没自在に組込む。保持ピン12の下方に形成された加圧室11bに圧縮エアを供給して保持ピン12を上方に移動させ、ピン孔11から外方に突出する保持ピン12の先端部をワークWの内径面の端部に形成された面取りcに当接させて、ワークWの内径部を保持し、その保持状態でワークWの内径面あるいは外径面の研削加工を行うようにする。
(もっと読む)
ガラス板の研削装置
【課題】ガラス板を一貫した流れ作業で供給することができ、連続して研削することができ、而して、生産量を向上させることができるガラス板の研削装置を提供すること。
【解決手段】ガラス板の研削装置1は、ガラス板2をX方向に直線搬送する直線搬送手段3と、直線搬送手段3により直線搬送されるガラス板2のX方向に伸びた両側縁4a及び4bを夫々研削する研削ヘッド5及び6を備えた第一の研削装置と、X方向において第一の研削装置に隣接していると共に、直線搬送手段3により直線搬送されるX方向に直交するY方向に伸びた前縁7及び後縁8を夫々研削する可動の研削ヘッド9及び10を備えた第二の研削装置とを具備している。
(もっと読む)
板状物の製造装置及び製造方法並びに板状物の端面研削装置及び端面研削方法
【課題】本発明は、板状物の製造装置及び製造方法並びに板状物の端面研削装置及び端面研削方法を提供する。
【解決手段】本発明の端面研削装置22は、搬送手段16によってガラス板Gを搬送しながら、ガラス板Gの端部近傍を支持ローラ68、68…によって支持した状態で端面面取り砥石36によってガラス板Gの端面を面取りする。支持ローラ68、68…は、搬送中のガラス板Gの下面に当接するとともに、ガラス板Gの研削される端面位置に応じて、ガラス板Gの搬送方向に対し端面Ga、Gbに接近する方向または離れる方向に進退し、ガラス板Gの端部近傍を支持する。支持ローラ68、68…によるガラス板Gの支持位置は、ガラス板Gの端部が自重により大きく垂れ下がらない位置に設定される。位置制御部70は、記憶手段に記憶されているガラス板Gの形状情報に基づいて、支持ローラ68、68…の進退距離を制御し、支持ローラ68、68…によるガラス板Gの支持位置を設定する。
(もっと読む)
加工装置
【課題】 サイズの大きな被加工物のハンドリングを容易にする加工装置を提供することである。
【解決手段】 被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物に加工を施す加工手段と、該チャックテーブルに搬送する被加工物を収容する被加工物収容ユニットと、該チャックテーブルと該被加工物収容ユニットとの間で被加工物を搬送する搬送手段と、を備えた加工装置であって、該被加工物収容ユニットは、移動手段と載置面と連結面を有し、加工装置に取り外し可能に連結されるワゴン本体と、該ワゴン本体の該載置面上に載置され、被加工物を収容する収容部を内部に有する被加工物収容ボックスとを具備し、該移動手段で該ワゴン本体を移動して該連結面で加工装置に連結し、該被加工物収容ボックス内に収容された被加工物を該搬送手段で該チャックテーブルに搬送することを特徴とする。
(もっと読む)
81 - 90 / 649
[ Back to top ]