
国際特許分類[B24C5/02]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 粒状物質を用いた研削性のまたはこれに類以のブラスト加工 (1,863) | 砥粒の吹き付けを生ぜしめる装置または付属装置 (293) | 吹き付けガン,例.材料切断のため高速研削性流体噴射を発生させるためのもの (235)
国際特許分類[B24C5/02]の下位に属する分類
そのためのノズル (76)
国際特許分類[B24C5/02]に分類される特許
1 - 10 / 159
円筒形物体のサンドブラストを容易にするための固定治具
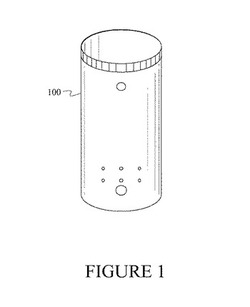
【課題】円筒形物体のサンドブラストを容易にするための固定治具を提供すること。
【解決手段】略円筒形物体のサンドブラストを容易にするための固定治具は、フレームと、フレーム上に装着された回転テーブルと、回転テーブル上に装着された円筒形物体上にグリットの流れを配向することができる移動可能ブラストヘッドと、を含む。ブラストヘッドは、円筒形物体の内部に下向きに延びることができるように垂直方向に移動可能にすることができる。ブラストヘッドはまた、回転移動することができる。更に、ブラストヘッドは、該ブラストヘッドが、回転テーブル上に装着された円筒形物体の垂直方向に延びる円筒表面に対して移動できるように、水平方向に移動可能にすることができる。回転テーブル及びブラストヘッドの制御された移動は、円筒形物体の均一なサンドブラストを可能にする。
(もっと読む)
アブレイシブジェットを含むウォータージェットの水中における効率向上方法及び装置

【課題】気体を減少させつつアブレイシブジェット等ウォータージェットの噴流圧力を維持し、できる限り遠方までの障害物を切断可能とすることができ、道路陥没などの地上への悪影響を及ぼすことなく、水中におけるウォータージェットの切断効率を気中における切断効率まで近づけることが可能なウォータージェットの水中における効率向上方法及び装置を得る。
【解決手段】ウォータージェットの噴流に沿ってその周辺に炭酸ガスを噴射させ、ウォータージェットの外周囲を噴射された炭酸ガスで保護させている。
(もっと読む)
反射鏡、及び当該反射鏡の加工方法
【課題】
本発明は、反射鏡の複雑なデザインの装飾品を提供することを提供することにある。
【解決手段】
本発明の反射鏡の加工方法は、光を透過する光透過媒体と、前記光透過媒体に設けられており、かつ、光を反射するための被膜面とを有する反射鏡の加工方法であって、前記光透過媒体の切断を、前記被膜面の被膜面側に保護部材を介して、ウォータージェットカッターにより行うことを特徴とする。また、本発明の反射鏡は、光を透過する光透過媒体と、前記光透過媒体に設けられており、かつ、光を反射するための被膜面とを有する反射鏡であって、前記被膜面と反対側の面を光透過媒体の表面とした場合に、前記被膜面及び前記表面以外に切断面を有し、前記切断面の表面粗さが前記表面よりも粗く、前記切断面が前記被膜面の被膜面側に保護部材を介して、ウォータージェットカッターにより切断された切断面であることを特徴とする。
(もっと読む)
粒子ブラスト装置
【課題】噴射ノズルと対象物の距離を一定に保つことで、効率的に対象物の損傷や処理ムラを防ぐことのできる粒子ブラスト装置を提供する。
【解決手段】粒子と加圧粒体の混合流体を噴射する粒子ブラスト装置1の噴射ノズル21に、ガイドバー30を設置することで、噴射ノズル21と対象物16との適正距離の維持を容易にし、低コストで効率よく対象物の加工をおこなうことが可能になる。
(もっと読む)
硬質脆性材料基板の側部研磨方法
【課題】チッピングやクラックの発生を防止しつつ,経済的且つ衛生的に硬質脆性材料基板の側部を研磨できる研磨方法を提供する。
【解決手段】弾性母材21に砥粒22を分散又は付着させた弾性研磨材20を基板10’の側部に向かって圧縮空気と共に噴射する。噴射は,加工点Pで幅方向線Wと交叉し,接触線Tに対し2〜60°の範囲から選択された所定の傾斜角θを成す噴射方向Dで,加工点Pを中心とした所定の加工領域Fに対して前記弾性研磨材の噴射を行うと共に,前記加工領域Fを前記被加工物10の周方向に一定の速度で移動させ,移動した位置における各加工点P’において前記噴射方向Dを維持するよう,前記噴射ノズル30と前記被加工物とを相対的に移動させる。基板10’を重ねて処理する場合,基板10’の幅方向に対しても一定速度で加工領域Fを移動させる。
(もっと読む)
表面処理方法及び電子写真感光体の製造方法
【課題】ホーニング処理による堆積膜等の付着物除去能力を高いレベルで維持しつつ、研磨材の残留防止及び被処理材から生じる微粉やバリの埋め込みや摺り込みを抑制して、清浄な被処理材表面を得るための表面処理方法を提供する。
【解決手段】ホーニング処理として、1つの処理容器内で1つの被処理材に対して少なくとも2つのホーニング処理のための噴射ガンを同時に用い、モース硬度が被処理材よりも大きい少なくとも1種以上の研磨材とモース硬度が被処理材よりも小さい少なくとも1種以上の研磨材を個別の噴射ガンから噴射し、モース硬度が大きい研磨材から順に被処理部に吹き付けて表面処理を行う。
(もっと読む)
高圧ジェット切断加工用組成物
【課題】 ウォータージェット(WJ)加工、アブレシブジェット(AJ)加工等の高圧ジェット切断加工において、加工速度の向上及び凹凸の大きい複雑な加工物への対応が可能な切断加工用組成物及びそれを用いたスラリー並びにそれらを用いた切断加工方法を提供する。
【解決手段】 (A)成分単独、又は(A)及び(B)の成分を含む高圧ジェット切断加工用組成物、並びに(A)、(B)及び(C)の成分を含む高圧ジェット切断加工用スラリー。
(A)多価アルコール
(B)水
(C)研磨粒子
(もっと読む)
液体ホーニング用噴射ガン
【課題】ガン本体とノズルの接合部がラフな為、ノズル交換の際、芯ズレが起きやすい。
【解決手段】端面中央にスラリー排出口7が形成されているスラリーチャンバー6内に、高圧エア導入管8が、挿入されていると共に、スラリーチャンバー6の軸芯に対して斜めにスラリー供給管路9の末端がスラリーチャンバー6の周壁面に開口しており、更に、円筒状のノズル取付部10が一体的に形成されているガン本体1と;軸芯に沿って、スラリー用管路9が貫通しており、外周面にはスナップリング係止溝が形成されているノズル本体13を、スクリューキャップ状のナット部材14のノズル本体挿通孔19に挿通せしめ、それぞれスナップリングを嵌め込むことにより、ノズル本体13にナット部材14を取り付けたノズル構成体12;とからを構成し、ナット部材14のメネジをガン本体1のオネジに螺合させることにより、ノズル構成体12をガン本体1に着脱自在に取付ける。
(もっと読む)
アブレイシブウォータージェット加工装置
【課題】長手方向(縦方向)および/または幅方向(横方向)に板厚が変化するワークを切削加工する際の研削液の回収率を高めるとともに、作業者の労働環境を改善すること。
【解決手段】ワークWを所望の形状に切削加工する際、アブレイシブが混入された超高圧水を噴射するアブレイシブノズルアッセンブリ11と、このアブレイシブノズルアッセンブリ11から噴射された前記超高圧水を回収するキャッチャーカップ12と、前記キャッチャーカップ12と前記ワークWとの間隔を一定に保つように、前記アブレイシブノズルアッセンブリ11と前記キャッチャーカップ12との間隔を調整する間隔調整機構13と、を備えている。
(もっと読む)
表面処理システム、表面処理方法、及びシステムにより処理される部品
【課題】部品のフレッティング疲労耐性を改善することができるシステム及び方法を提供すること。
【解決手段】システム、方法、及び部品が開示される。システム及び方法は、部品を加熱して加熱面を形成するように構成されて配置された誘導加熱器と、加熱面に流体を印加して部品の処理面を形成するように配置されたノズル装置とを含む。処理面は、圧縮残留応力を含み、部品におけるフレッティング疲労を含む疲労に対する耐性を増大させる結果となる。
(もっと読む)
1 - 10 / 159
[ Back to top ]