
国際特許分類[B26F1/02]の内容
処理操作;運輸 (1,245,546) | 切断手工具;切断;切断機 (8,140) | 穴あけ;押抜き;切抜;型抜;切断刃以外の手段による切断 (1,632) | 穴あけ;打抜;切抜;型抜;その装置 (1,314) | 打抜による穴あけ,例.打抜き具および台が相対的に往復動するもの (264)
国際特許分類[B26F1/02]の下位に属する分類
選択的にパンチが作動するもの (27)
材料と共にパンチが移動するもの (30)
材料の縁に切欠を入れるもの (5)
パンチ工具;ダイ (107)
国際特許分類[B26F1/02]に分類される特許
91 - 95 / 95
接着シートの製造方法および打抜金型
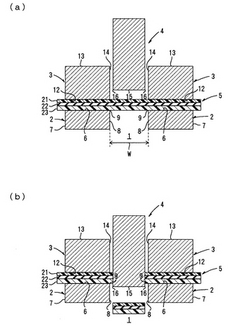
【課題】 簡易な構成により、接着剤層でのバリの発生の防止を十分に図ることのできる、接着シートの製造方法、および、その接着シートの製造方法に用いられる打抜金型を提供すること。
【解決手段】 互いに対向する上刃4および下刃2を備え、下刃2の切れ味が上刃4の切れ味よりも鈍く形成された打抜金型1を用い、固定刃である下刃4に、樹脂層21、接着剤層22および離型層23が順次積層されてなる接着シート5を載置して、可動刃である下刃4を進出させることにより、接着シート5に貫通孔25を形成する。この方法によれば、接着剤層22のバリの発生を確実に防止しつつ、接着シート5に貫通孔25を形成することができる。
(もっと読む)
穿孔装置

【課題】パンチを移動させる駆動手段と、パンチを回転させる駆動手段とを共通の駆動手段にすること。
【解決手段】穿孔装置10は、被穿孔材Wに孔をあけるパンチ12と、パンチ12を回転させる回転駆動機構14と、パンチ12をパンチ12の軸方向に移動させる往復動駆動機構16とを、備え、パンチ12が、回転駆動機構14によって回転しながら往復動駆動機構16によって移動して被穿孔材Wに孔をあけるようになっており、1つのモータ17を備え、該モータ17により回転駆動機構14と往復動駆動機構16の両方を駆動するようになっている。
(もっと読む)
高アスペクト比な貫孔部を有する工業用部品の製造方法
【課題】 変形の可能性がある柔らかな材料を使用した場合においても、高アスペクト比の小さい貫孔部を有した所定の厚さの工業用部品を提供する。
【解決手段】 板状材料3をパンチ10とダイ12を用いて孔部を開ける金型打抜方法において、パンチ10により板状材料3に孔部を開けた後に、パンチ10を孔部から抜かない状態で板状材料3をストリッパー11に密着させて持ち上げ、ダイ12より引き上げたパンチ10を、孔部の最下部より僅かに引き込むように戻し、次の板状材料3も同様にして、パンチ10により孔部を開けた後に、パンチ10を孔部から抜かない状態で前の板状材料3の下部に重ねるように密着させて持ち上げ、ダイ12より引き上げたパンチ10を、持ち上げた板状材料3の孔部の最下部より僅かに引き込むように戻す。これを繰り返して、パンチ10とダイ12の装置内において、孔の開いた板状材料3を複数積層する製造方法による。
(もっと読む)
打ち抜き加工方法。
【課題】 スクラップ吸引装置の吸引力を低く設定して吸引力による吸着を防ぐと共に、これによって生じるスクラップの浮き上がりを防止して品質の良好な電子部品を安定して製造することのできる打ち抜き加工方法を提供する。
【解決手段】 前記吸引装置の吸引力を前記形状加工ダイ内に前記スクラップが滞留する程度に低く設定し、前記ガイドレールの双方の内側面に設けた所要数の空気吐出口を配置し、該空気吐出口から前記走行路の空間領域に圧縮空気の供給を行い、前記ストリッパー・プレートにより前記圧縮空気を押圧して形成された正圧部と、前記吸引装置により、形状加工ダイ内に形成された負圧部とが協同して前記形状加工ダイ内に抜き込まれて滞留した前記スクラップを押下げ、これを吸引・排除しつつ打ち抜き加工を行う構成としたことにある。
(もっと読む)
多軸穿孔装置
91 - 95 / 95
[ Back to top ]