
国際特許分類[B26F1/02]の内容
処理操作;運輸 (1,245,546) | 切断手工具;切断;切断機 (8,140) | 穴あけ;押抜き;切抜;型抜;切断刃以外の手段による切断 (1,632) | 穴あけ;打抜;切抜;型抜;その装置 (1,314) | 打抜による穴あけ,例.打抜き具および台が相対的に往復動するもの (264)
国際特許分類[B26F1/02]の下位に属する分類
選択的にパンチが作動するもの (27)
材料と共にパンチが移動するもの (30)
材料の縁に切欠を入れるもの (5)
パンチ工具;ダイ (107)
国際特許分類[B26F1/02]に分類される特許
11 - 20 / 95
打抜用型
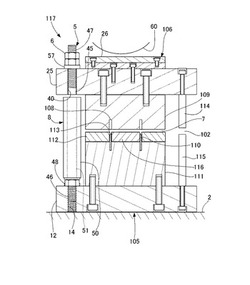
【課題】最大隙間距離が固定された材料通し隙間を形成できるとともに、メンテナンス性によい打抜用型を提供する。
【解決手段】打抜動作完了直後でも可動型支持弾性体8によって、押し離される可動型は締付手段6に当り止められるとともに、圧縮された可動型支持弾性体8の弾性反発力によって締付手段6に直接的にないし間接的に強く押し付けられるので、締付手段6に当って戻ろうとする動作が可動型支持弾性体8の強力な弾性押し付け力によってキャンセルされて、可動型は最大隙間距離位置に微動することなく停止される。
(もっと読む)
打ち抜き型および打ち抜きプレス装置

【課題】
合成樹脂フィルムをプレス装置により打ち抜く一連の工程において、フィルムの帯電による処理効率の低下、放電による製品の損傷を防止ないし回避する。
【解決手段】
ループ刃132と、ループ刃の内側および/または外側に設けられた跳上げ部材1331,1332とを備えた打ち抜き型であって、当該跳上げ部材が弾性材からなり、跳上げ部材の表面に、金属フィルム1354,1362(または金属パネル)が貼着され、金属フィルム(または金属パネル)が接地されていることを特徴とする。
(もっと読む)
紙葉穿孔装置
【課題】パンチ部材を直線状に配列し、その配列方向に往復動する伝動部材で各パンチ部材に回転動作を伝達する際に、伝動部材のストローク長を短く設定することが出来る。
【解決手段】ベースフレームに複数のパンチ部材を直線状に配列し、その列方向に所定ストロークで往復動する伝動部材を配置する。そしてこの伝動部材に形成した駆動歯と各パンチ部材に形成した受動歯とを噛合する際に、伝動部材の右限位置と左限位置の少なくとも一方に位置するパンチ部材と駆動歯とを所定外径を有する中間歯車を介して連結する。
(もっと読む)
打ち抜き刃
【課題】
打ち抜き品が排出通路に詰まらずに、かつ外部に散逸することがない打ち抜き刃を提供する。
【解決手段】
切削形成した薄状体打ち抜き用の薄刃111を有するとともに、薄刃の内側に打ち抜き品排出用の排出通路が形成された打ち抜き刃11であって、
排出通路Pの壁面の刃先からh(0.1mm≦h≦1.5mm)の距離に排出通路拡張段差が形成され、
排出通路拡張段差gの前では断面の内輪郭が打ち抜き品の輪郭と同じまたは打ち抜き品の輪郭よりも小さく、排出通路拡張段差gの後ろでは断面の内輪郭が打ち抜き品の輪郭と同じまたは打ち抜き品の輪郭よりも大きく、かつ、排出通路拡張段差gの高さが(0.03mm≦g)である。
(もっと読む)
穿孔装置及びこれを備えた画像形成装置
【課題】シートの紙厚さの変動によって穿孔負荷が変動し、穿孔不良を招くことも大きな振動騒音を引き起こすことのないシート穿孔装置を提供する。
【解決手段】第1、第2のグループに区分けされた複数のパンチ部材をベースフレームに上下動自在に配置し、この複数のパンチ部材に第1ポジションと第2ポジションの間で往復動する歯車伝動部材で回転運動を伝達し、複数シートに穿孔動作を連続して実行する際に、最初の穿孔時又は厚紙シートの穿孔時には、歯車伝動部材を駆動モータの連結部に接近する方向に移動するように制御する。
(もっと読む)
跳ね出し部材およびこれを用いた抜き型
【課題】
型抜きの際に型打ち抜き製品等を、打ち抜き刃から離脱させるための、金属バネと上板を有する新規構造の跳ね出し部材を提供する。
【解決手段】
打ち抜き対象を打ち抜いた際に、打ち抜き結果物(打ち抜き製品51および/または打ち抜きカス52)を刃から離脱させるための跳ね出し部材11であり、自由状態で伸張しており、負荷が加わると圧縮される、1つまたは複数の金属バネ111と、1つの金属バネまたは複数の金属バネの上端に取り付けた上板112とからなり、金属バネ111は、圧縮した際に、バネ有効部が伸縮方向に重なり合わない(平面視したときに重なり合わない)構成とする。。
(もっと読む)
位置決め装置及びプレス成形装置
【課題】薄板材の面方向の位置決めをより高精度に素早く行わせることを可能とする。
【解決手段】パイロット・ホルダー3の押さえ面3bに突出支持され尖端に位置決め用のテーパー部5aを備えた位置決めピン5と、パイロット・ホルダー3の押さえ面3bにパッド面7aが対向配置されたパッド7と、パッド7に設けられ位置決めピン5に対向する当て面13に位置決めピン5の尖端の当りを逃がす逃げ孔15を備え昇降方向へコイル・スプリング11により弾性的に可動支持されたリフター9とを備え、押さえ面3bとパッド面7aとの間に配置された薄板材Wの位置決め孔17にテーパー部5aをパイロット・ホルダー3の下降により逃げ孔15の位置で嵌入させ薄板材Wの面方向の位置決めを行なう位置決め装置1であり、当て面13がパッド7のパッド面7aに対して面一又は突出させるように設定ことを特徴とする。
(もっと読む)
打ち抜き装置及びプラスチックテープの打ち抜き方法
【課題】安価で信頼性が高く、微小且つ多数のプレス打ち抜き屑を吸引し、排出することのできるプラスチックテープの打ち抜き装置及びプラスチックテープの打ち抜き方法を提供する。
【解決手段】プラスチックテープ1を打ち抜きパンチ2で打ち抜く際に生じる打ち抜き屑3を吸引排出する打ち抜き装置25において、シュート部6にイオナイザ12から供給されるイオン化エア13を第1の電磁弁10を介して導入するイオン化エア導入部8を設け、シュート部6と外部排出部との間に圧縮エアにより増幅エア流を発生させる空気増幅部7を設け、空気増幅部7にコンプレッサから供給される圧縮エアを第2の電磁弁11を介して導入する圧縮エア導入部9を設けた。
(もっと読む)
パンチング装置およびパンチングシステム
【課題】 パンチヘッドを小型軽量化し、また、高速での穿孔を可能とし、さらに、パンチピンの折損発生を瞬時に判断することにより処理不良の発生を防止することが可能であるパンチング装置およびパンチングシステムを提供する。
【解決手段】パンチング装置1は、パンチヘッド10と、下金型18と、被処理体21を送る送り機構と、送られた被処理体21を保持する被処理体固定機構部とを具備する。パンチヘッド10は、積層型圧電素子12、変位拡大機構13、パンチピン14からなるパンチエレメント11を1列に配列した構造とし、変位拡大機構13は、積層型圧電素子12を挟持する保持部32と、保持部32と連結された2本の脚部材34と、脚部材34の略先端部間に跨設され、中央にパンチピン14が取り付けられる板バネ35とを有し、板バネは35は、脚部材34の開閉にともなって、パンチピン14を直線的に変位させる。
(もっと読む)
金型セット、加工板の製造方法、及び、製品板の製造方法
【課題】プッシュバックされた多数のプリント回路板を含む実装用基板を製造する場合であっても、金型構造の複雑化、プレス圧力の増大、金型の耐久性の低下を生じることのない金型セット、これを用いた加工板の製造方法、及び製品板の製造方法を提供すること。
【解決手段】プッシュバック手段を分散して配置したN個1組の母板加工用金型からなる金型セットを用いて、同一のプリント配線母板に対し、プリント配線母板を順方向送りしながらプレス加工を行うN回の順方向プレス加工及びプリント配線母板を反転方向送りしながらプレス加工を行うN回の反転方向プレス加工の合計2N回のプレス加工を行うことにより、プリント配線母板から、プッシュバックされたプリント回路板が枠部に仮止めされた実装用基板を製造する。
(もっと読む)
11 - 20 / 95
[ Back to top ]