
国際特許分類[B28B7/16]の内容
処理操作;運輸 (1,245,546) | セメント,粘土,または石材の加工 (6,498) | 粘土または他のセラミック組成物,スラグまたはセメント含有混合物,例.プラスター,の成形 (3,411) | 型;中子;マンドレル (513) | 表面に凹部または穴をもった成形品を製造するための型 (82)
国際特許分類[B28B7/16]の下位に属する分類
その穴が製品に完全に貫通しているもの (28)
国際特許分類[B28B7/16]に分類される特許
11 - 20 / 54
表面に微細凹凸パターンを有したセラミックス焼成体及びその製造方法
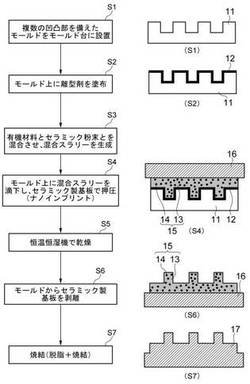
【課題】低コストで微細構造の付与が可能であるとともに、微細構造を構成する粒子結晶体を所望の組成状態に制御できる、ナノセラミックス焼成体の製造方法を提供する。
【解決手段】表面に複数の凹凸部を備えた微細凹凸パターン転写用モールド11に離型剤12を塗布した上で(工程S1及びS2)、セラミックス粉末14と有機材料13とを混合させスラリー状の複合物15を生成する工程S3と、モールド11の該表面上に複合物15を塗布してモールド11の微細凹凸パターンを複合物15に転写するようにセラミックス基板16で押圧する工程S4と、押圧状態のモールド11、複合物15及びセラミックス基板16を乾燥させる工程S5と、複合物15が表面に結合したセラミックス基板16を剥離する工程S6と、複合物15及びセラミックス基板16を焼結する工程S7と、により表面に微細凹凸パターンが形成されたセラミックス焼成体17を製造する。
(もっと読む)
焼成体用の加圧成形体、緻密質セラミックス部材、及び緻密質セラミックス部材の製造方法

【課題】金型を用いて粉体原料で緻密質セラミックスを製造できる方法でありながら、金型に加工を施したり、煩雑な作業を要する施工をしたり、得られた加圧成形体や焼成物に対して後加工を必要としたりすることなく、微細で有用な凹凸面を有する緻密質セラミックス、及び該セラミックスを直接得ることができる製造方法の提供。
【解決手段】焼成することで、微細な凹凸が形成された平坦面が設けられている相対密度90%以上の緻密質セラミックス部材が得られる焼成体用の加圧成形体であって、平均粒径40〜120μmの造粒粒子原料粉末(一次粒径0.3〜2μm)が加圧されてなり、かつ、その形状が、植物性繊維を原料とする紙、又は、植物性繊維を原料とする紙或いは布を基材とする一方の基材面に多数の粒子が接着されてなるシート、のいずれかの表面模様が転写された平坦な面を有する焼成体用の加圧成形体、緻密質セラミックス及びその製造方法。
(もっと読む)
プレキャストコンクリート成形用型枠およびプレキャストコンクリートの製造方法
【課題】 外壁版等のプレキャストコンクリートの製造に適用される。簡単に化粧柄を変更でき、型枠の保管スペースも小さくて済むプレキャストコンクリート成形用型枠パネル、およびプレキャストコンクリートの製造方法を提供する。
【解決手段】 このプレキャストコンクリート成形用型枠パネルは、プレキャストコンクリートの表面に凹凸形状の化粧柄を成形する柄用凸部を、定盤2の表面に配置したものである。定盤2には一つ以上の貫通孔3を設ける。表側面が前記柄用凸部となる柄型体4aと、この柄型体4aの裏側面から突出した軸部4bとを有する柄成形ユニット4の前記軸部4bを、定盤2の貫通孔3に着脱可能に装着する。これにより、定盤2の表面に柄用凸部を配置する。
(もっと読む)
セグメント型枠へのボルトボックス抜き型の固定構造
【課題】セグメントの製造時にボルトボックス抜き型の底部とセグメント型枠との隙間からコンクリートが侵入することがなく、型抜きの際に欠けやクラック等が発生しない。
【解決手段】セグメント型枠7の側板8の内部に継手金物3の挿通部14を介してボルトボックス抜き型10を配設する。セグメント型枠7の底板9にテーパ面20aを有する台座20を配設し、ボルトボックス抜き型10の底部を設置する。リーマボルト16を側板8の挿通孔8aから挿通部14の貫通孔14bに挿通し、ボルトボックス抜き型10の雌ねじ部12に雄ねじ部を螺合して側板8側に引き込む。ボルトボックス抜き型10は台座20のテーパ面20aに沿って上向きに姿勢が修正されるために引き込み力によってボルトボックス抜き型10の底部を台座20に押し付ける。
(もっと読む)
型成形体の製造方法
【課題】より軽量化を図ることができ、しかも内周面または外周面に凹部を有する円管状の型成形体をも成形することができる型成形体の製造方法を提供する。
【解決手段】成形される型成形体Aの素材よりも軽量なパッド6を複数配設して成る成形型枠1を使用し、該成形型枠1内にスラリー状の素材Sを打設する打設工程と、前記スラリー状の素材Sを養生する養生工程と、前記パッド6を型成形体Aに残存した状態で型成形体Aを成形型枠1から脱型させる脱型工程とを経て型成形体を得る。成形型枠1に植設された、溶融可能なパッド6を、脱型工程に先立って、硬化した型成形体Aを成形型枠1の内面に沿った方向に移動させ型成形体1に残存させ、さらに養生工程以後にパッド6を型成形体から溶融除去する。
(もっと読む)
ブロックの製造方法および装置
【課題】既存の型枠を使用し、この型枠の相互に着脱自在に結合するフランジ部間において、固定片を備えた凹部成形型を前記型枠の内面に突出するようにして固定し、作業用治具として固定用ブラケットおよび脱型用ブラケットを適宜使用して、ブロックの表面に藻類の生息場となる生息空間としての凹部の形成を容易かつ確実にして経済的に達成することができるブロックの製造方法および装置を提供する。
【解決手段】ブロックを製造するための複数に分割された型枠を使用し、前記型枠10A、10Bの相互に着脱自在に結合するフランジ部12A、12B間に挾持される固定片22を備えて、組立てた前記型枠の内面に突出しブロック表面に凹部を形成するための凹部成形型20を設け、前記凹部成形型の前記フランジ部間に挾持される固定片を介して、ブロック成形に際し前記型枠の外側面に固定用ブラケット30を使用して前記凹部成形型を前記型枠の内面側に緊張固定し、前記組立てた型枠内にコンクリート等を充填するように構成する。
(もっと読む)
コンクリートブロック製造装置
【課題】穴あきコンクリートブロックにおけるすべての表面を平滑に仕上ることが可能なコンクリートブロック製造装置を提供する。
【解決手段】筒状の成形型枠体10と、これを閉塞し上下動可能な閉塞板20と、成形型枠体10の上方に設けられた支持板30と、支持板30上で進退可能な給材枠40と、成形型枠体10内に吊り下げられた函抜き部形成体50と、函抜き部形成体50を吊り下げる吊下体60と、吊下体60と成形型枠体10の内部空間14との間で上下動し、コンクリートCを押圧する押圧板70と有し、吊下体60は給材枠40の進退方向に成形型枠体10の上をまたぐコの字状に形成され、給材枠40には吊下体60と交差する位置に吊下体60を通過させるための吊下体通過部42が形成されていることを特徴とするコンクリートブロック製造装置100である。
(もっと読む)
コンクリートブロックを製造する方法
【課題】
自然な外観を有するブロックをコンクリートブロックまたはコンクリート舗装板に共通な型の設備上で、高速で自動的に、作ることが可能な工程を提供する。
【解決手段】
コンクリートユニット型枠の中に配置されて、3次元パターンを含む面を有するコンクリートユニットを形成するドライ成型コンクリートへ前記3次元パターンを与えるために前記コンクリートユニット型枠の成型表面を作成する方法であって、既存オブジェクトの3次元パターンを選択するステップと、前記選択された3次元パターンを表すデータを作り出すステップと、3次元パターンを与えられた面を表すデジタルデータの組を作り出すステップと、所望するパターンを与えられたコンクリートユニット面のミラーイメージである3次元パターンを有する前記成型表面を作り出すステップと、を含むことを特徴とする。
(もっと読む)
型成形板の成形装置および型成形板の製造方法
【課題】 コンクリート等の非圧縮体スラリーを成形型枠に流し込んで成形する型成形板であっても、一方の板面に連続した平板を有し、他方の板面には複数の凹部を有し、かつ該凹部の開口縁に内方に張り出すフランジを有する型成形板を容易に形成することができる型成形板の成形装置を提供すること。
【解決手段】 底板および該底板を囲うように前記底板から立設された側板を有する成形型枠2と、中空で、前記成形型枠に打設されるスラリー状の板体素材に対して所望の形状を維持する硬度を有し、底板に所定間隔で多数配置されたエラストマーパッド5と、それらのエラストマーパッド5を、その軸芯に対して半径方向内方へ弾性変形させる変形手段6とを備えた型成形板の成形装置とした。
(もっと読む)
型成形板の成形装置および型成形板の製造方法
【課題】コンクリート等の非圧縮体スラリーを成形型枠に流し込んで成形する型成形板であっても、一方の板面に連続した平板を有し、他方の板面には複数の凹部を有し、かつ該凹部の開口縁に内方に張り出すフランジを有する型成形板を容易に形成することができる型成形板の成形装置を提供すること。
【解決手段】底板および該底板を囲うように前記底板から立設された側板を有する成形型枠と、該成形型枠の底板に所定間隔で多数配置したエラストマーパッドと、それらのエラストマーパッドを、その軸芯に対して半径方向外方へ弾性変形させる変形手段とを備えた型成形板の成形装置とした。
(もっと読む)
11 - 20 / 54
[ Back to top ]