
国際特許分類[B29B11/16]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | 成形材料の準備または前処理;造粒または予備成形品の成形;プラスチックを含む廃棄物からプラスチックまたはその他の成分の回収 (4,053) | 予備成形品の製造 (502) | 構造または組成に特徴があるもの (236) | 充填材または補強材を有するもの (188)
国際特許分類[B29B11/16]に分類される特許
101 - 110 / 188
繊維強化樹脂用複合糸と中間体及びこれを用いた繊維強化樹脂成形体
【課題】天然繊維糸内部に樹脂が浸透し易く、成形性がよく、環境問題がなく、強度が高く、均一な物性の繊維強化樹脂用複合糸と中間体及びこれを用いた繊維強化樹脂成形体を提供する。
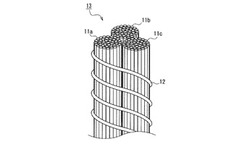
【解決段】本発明の繊維強化樹脂用複合糸は、天然繊維を含む1本又は複数本の糸を芯糸(11a〜11c)とし、前記芯糸(11a〜11c)の周囲を合成樹脂繊維糸(12)でカバリングした繊維強化樹脂(FRP)用複合糸(13)であって、前記合成樹脂繊維糸(13)はFRPにしたときにマトリックス樹脂となる熱可塑性合成樹脂材料とする。
(もっと読む)
プリフォームおよびその製造方法

【課題】複数のビード部が配列されたプリフォームを、強化繊維基材に皺やブリッジを発生させることなく、所定の形状に正確に効率よく賦形する。
【解決手段】平面部と、該平面部から隆起した複数のビード部とを有するFRPを成形するためのプリフォームを製造する方法であって、型平面部と型ビード部を有する賦形型上に強化繊維基材を配置する工程と、その上からラバーシートで覆う工程と、中央部にて型ビード部間に位置する型平面部部位において、ラバーシート上に錘を配置する工程と、その両側の各型平面部部位に対応する各位置において、順次所定数に至るまで錘を配置していく工程と、所定数の錘を配置した後、ラバーシートで密閉された内部を減圧して該ラバーシートにより強化繊維基材を賦形型に押し付け賦形型に密着させて賦形する工程とを有することを特徴とするプリフォームの製造方法、およびその方法により製造されたプリフォーム、そのプリフォームを用いて成形されたFRP成形品。
(もっと読む)
プリフォームおよびその製造方法並びにFRPの製造方法
【課題】コーナー部を有するFRP成形時における強化繊維基材や副資材のブリッジを防止し、コーナー部における厚みを所定の厚みに維持するとともに、コーナー部に樹脂リッチ部分やボイドを発生させないようにした、プリフォームの製造方法、およびその方法により製造されたプリフォーム、並びにFRPの製造方法を提供する。
【解決手段】強化繊維基材を用いて形成される、コーナー部を有するFRP成形用のプリフォームを製造するに際し、少なくともコーナー部およびその両側部分にわたって、強化繊維基材に副資材を一体化した状態に、プリフォームを賦形することを特徴とするプリフォームの製造方法、およびその方法により製造されたプリフォーム、並びにその方法により製造されたプリフォームを用いるFRPの製造方法。
(もっと読む)
長繊維強化熱可塑性樹脂ペレット及びその製造方法
【課題】射出成形品における強化用繊維束の分散性が良く、射出成形品の外観や、補強効果を十分に発現して射出成形品の機械的強度を満たすことができる長繊維強化熱可塑性樹脂ペレット、及びその製造方法を提供する。
【解決手段】長尺の強化用繊維束2に溶融熱可塑性樹脂3が含浸されつつ、該樹脂含浸強化用繊維束が撚りをかけられながら引き取られ、撚りが付与された樹脂含浸強化用繊維束からなる棒状組成物4が切断されてペレット化された長繊維強化熱可塑性樹脂ペレットにおいて、ペレット長手方向に垂直な方向のペレット断面の断面積中に占める強化用繊維束の断面積の比率である体積充填率Vfが70%〜20%の範囲であり、P=L/d(L:棒状組成物一回転あたりに棒状組成物長手方向に撚りが進む長さ、d:棒状組成物の断面の面積相当円直径)で表される撚りピッチPが2.5〜36(m/rev・m)の範囲であるペレット。
(もっと読む)
切込プリプレグ基材、積層基材、繊維強化プラスチック、および切込プリプレグ基材の製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有し、繊維強化プラスチックとした場合、構造材に適用可能な優れた力学物性、その低バラツキ性、優れた寸法安定性を発現するプリプレグ基材、ならびに該プリプレグ基材の積層基材を提供する。
【解決手段】プリプレグ基材は、強化繊維3が一方向に引き揃えられたプリプレグ基材であって、その全面に強化繊維を横切る方向へ断続的な切り込みからなる列が複数列設けられており、前記切り込みを強化繊維の垂直方向に投影した投影長さWsが30μm〜10mmであり、実質的に強化繊維のすべてが前記切り込みにより分断され、その繊維長さLが10〜100mmであり、繊維体積含有率Vfが45〜65%の範囲内である。
(もっと読む)
切込プリプレグ基材、複合切込プリプレグ基材、積層基材、繊維強化プラスチック、および切込プリプレグ基材の製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有し、繊維強化プラスチックとした場合、構造材に適用可能な優れた力学物性、その低バラツキ性、優れた寸法安定性を発現するプリプレグ基材、ならびに該プリプレグ基材の積層基材を提供する。
【解決手段】プリプレグ基材7は、一方向に引き揃えられた強化繊維3とマトリックス樹脂とからなるプリプレグ基材であって、その全面に強化繊維となす角度Θの絶対値が2〜25°の範囲内の切り込み4を有し、実質的にすべての強化繊維の前記切り込みにより分断され、その繊維長さLが10〜100mmの範囲内であり、前記プリプレグ基材の厚みHが30〜300μmであり、繊維体積含有率Vfが45〜65%の範囲内である。
(もっと読む)
耐衝撃性プリプレグ及びその製造方法
【課題】マトリックス樹脂の優れた機械的特性及び熱的特性を損ねることなく、靭性(タフネス)が付与された複合材料を得るためのプリプレグと、その製造方法を提供すること。
【解決手段】強化繊維とマトリックス樹脂とからなるプリプレグにおいて、このプリプレグの外層を構成するマトリックス樹脂は、熱硬化性樹脂からなり、このプリプレグの内層を構成するマトリックス樹脂が有機又は無機系の中空粒子を含むことを特徴とする耐衝撃性プリプレグ。プリプレグ全体の体積に対する有機又は無機系の中空粒子の空隙部分の体積の割合(空隙率)は、1〜3体積%の範囲にあるものが好ましい。内層を構成するマトリックス樹脂は、熱可塑性樹脂を含むものであることが好ましい。
(もっと読む)
予備成形体の基材
【課題】予備成形体への形成性に優れるだけでなく、樹脂の注入が容易に行え、さらに作製された繊維強化複合材料が優れた特性を有する、繊維強化複合材料の予備成形体の作製に用いられる基材の提供。
【解決手段】本発明による基材は、有機繊維不織布層の片面または両面に強化繊維チョップドストランド層がステッチ糸により連結された複層構造を有し、有機繊維不織布層が、ニードルパンチによりニードルされた不織布からなることを特徴とする。
(もっと読む)
繊維強化樹脂ストランド製造装置
【課題】繊維強化樹脂ストランドに撚りを付与する一対の撚りローラのローラ偏り角度を容易に調整することができ、しかも構造が簡単なローラ偏り角度調整装置を備えた繊維強化樹脂ストランド製造装置を提供する。
【解決手段】繊維強化樹脂ストランド製造装置のローラ偏り角度調整装置LAの第1軸・ローラ支持部材20を第1撚りローラ11の第1ローラ支持軸11aと直交する第1駆動軸24の軸心回りに回動させるだけで第1撚りローラ11の偏り角度を調整することができ、また第2軸・ローラ支持部材30を第2撚りローラ12の2ローラ支持軸12aと直交する第2駆動軸34の軸心回り回動させるだけで第2撚りローラ12の偏り角度を調整することができる構成とする。
(もっと読む)
長繊維および熱硬化性マトリクスを有する複合材料から作られる複合部材を製造するためのプロセス
熱硬化性マトリクスを有する複合材料から作られた部材(1)を製造するために、部材(1)の少なくとも1つの要素(3)は熱硬化性樹脂で予備含浸された繊維のストリップをベースとして別個に製造され、前記要素は、一方で、前記要素(3)が前記部材(1)のその後の製造操作の間に常温でのその保存を保証するために十分な化学的安定性と、そのハンドリングを保証するためおよびその剛性を保持するために十分な寸法安定性との両方を達成している段階まで、他方で、前記第1の要素を形成する材料がその温度を少なくとも局所的に上昇させることによって前記第1の要素の塑性成形(34)を可能にする熱可塑性を持つような段階までを限度に、前記第1の要素の樹脂を部分的に重合させる効果を有する部分的な熱硬化(32)を受ける。
その後の工程において、前記第1の要素(3)は、硬化させる熱硬化を受けていないか、または部分的な硬化(32)を受けている第2の要素(2)と一緒に組立てられ、前記2つの組立てられた要素は、前記2つの要素の樹脂の完全かつ均一な重合をもたらし、前記複数の要素の間に分子結合を形成させることを保証する熱硬化(50)を同時に受ける。 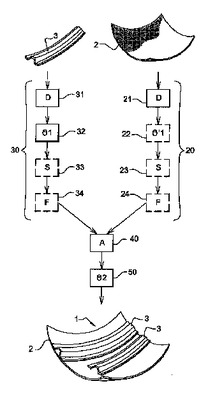 (もっと読む)
(もっと読む)
101 - 110 / 188
[ Back to top ]