
国際特許分類[B29B11/16]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | 成形材料の準備または前処理;造粒または予備成形品の成形;プラスチックを含む廃棄物からプラスチックまたはその他の成分の回収 (4,053) | 予備成形品の製造 (502) | 構造または組成に特徴があるもの (236) | 充填材または補強材を有するもの (188)
国際特許分類[B29B11/16]に分類される特許
81 - 90 / 188
管状体の製造方法及び管状体
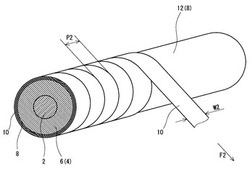
【課題】製造工程中において樹脂含有率を低下させうる管状体の製造方法の提供。
【解決手段】本発明は、FRP管状体の製造方法に関する。この製造方法は、マンドレル2に繊維とマトリクス樹脂とを含む繊維強化樹脂部材4を巻回して中間成形体6を得る工程、上記中間成形体6の外側に張力を付与しつつラッピングテープ8、10を巻き付けるテープ巻き付け工程、上記ラッピングテープ8、10が巻き付けられた上記中間成形体6において上記マトリクス樹脂を硬化させる硬化工程及び上記硬化工程の後に上記マンドレル2の引き抜き及び上記ラッピングテープ8、10の除去を行って硬化管状体を得る工程を含む。上記テープ巻き付け工程は、上記中間成形体6の外周面に織物テープ8を巻き付ける第一巻き付け工程及びこの第一巻き付け工程の後にゴムテープ10を巻き付ける第二巻き付け工程を含む。
(もっと読む)
回転体への樹脂含浸繊維の巻着方法

【課題】複雑な機構を用いずに簡便に繊維巻替処理を行えるFRP成形体の製造方法を提供する。
【解決手段】繊維供給部から樹脂含浸繊維を第1の回転体に供給する供給工程と、前記第1の回転体を回転させて前記繊維を所定分巻着する第1の巻着工程と、前記繊維供給部と前記第1の回転体との間に第2の回転体を配置し、前記繊維供給部から前記第1の回転体へ延びる前記繊維を前記2の回転体に掛着する掛着工程と、前記第1の回転体と前記第2の回転体との間で前記繊維を切断する切断工程と、を備える繊維強化プラスチック成形体の製造方法を提供する。
(もっと読む)
強化繊維樹脂構造体の製造方法
【課題】短時間でかつ安価に繊維強化樹脂からなる繊維強化樹脂構造体を製造する方法を提供する。
【解決手段】賦形型20の表面22に強化繊維基材30を配置して、強化繊維基材30を複数の稜線32を有する立体形状に賦形し、立体形状の強化繊維基材31に対して樹脂42を含浸させることにより繊維強化樹脂からなる構造体10を製造するための製造方法であって、該製造方法において、賦形型20の表面22に強化繊維基材30を配置後、少なくとも立体形状の強化繊維基材31の稜線32に沿って樹脂41を配置する工程と、立体形状の強化繊維基材21の各稜線32に対して所定の間隔をあけてヒータ12を並設し、ヒータ12により稜線32に配置された樹脂42を加熱して、樹脂42を強化繊維基材30の稜線32に含浸させる工程と、を少なくとも含んでなる。
(もっと読む)
樹脂製回転体及びその製造方法、樹脂製回転体成形用半加工品及びその製造方法並びに補強用繊維基材成形用金型
【課題】 金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体の製造方法を提供する。
【解決手段】 補強用繊維基材5を形成するために、多数の補強繊維が集まって構成され且つ中央部に金属製ブッシュの外周部が嵌る貫通孔を備えた筒状の補強繊維集積体8を形成する。補強繊維集積体8を金属製ブッシュ2の外周部に嵌める。金属製ブッシュ2の外周部に嵌めた補強繊維集積体8を、金属製ブッシュ2の外周部に向かう方向と軸の軸線方向とに圧縮する。
(もっと読む)
樹脂製回転体の製造方法及び樹脂製回転体成形用半加工品の製造方法
【課題】1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体の製造方法を提供する。
【解決手段】 抄造装置を用いて、金属製ブッシュ2の外周部の周囲に補強繊維を集積させて1以上の突出部4Aを含む金属製ブッシュ2の外周部を囲む補強繊維集積体を形成する。プレス装置を用いて、補強繊維集積体を回転軸の軸線方向に圧縮して補強用繊維基材5を形成する。補強用繊維基材5に樹脂を含浸させ、樹脂を硬化して樹脂成形体6を形成する。
(もっと読む)
ポリプロピレン繊維を含む複合材料および成形体
【課題】 有機重合体マトリックス中に、耐熱性、強度に優れるポリプロピレン繊維を含む、耐熱性、力学的特性、耐久性に優れる複合材料及び成形体の提供。
【解決手段】 7cN/dtex以上の繊維強度と共に、(i)DSCによる吸熱ピーク形状が10℃以下の半価幅を有するシングル形状で、融解エンタルピー変化量(△H)が125J/gあるDSC特性及び(ii)単繊維繊度が0.1〜3dtexで表面に大径の隆起部と小径の非隆起部が繊維軸に沿って交互に存在してなる平均間隔が6.5〜20μmで平均高さが0.35〜1μmの凹凸を有するという凹凸特性の一方又は両方を備えるポリプロピレン繊維を有機重合体マトリックス中に含む複合材料並びに当該複合材料からなる成形体。
(もっと読む)
強化繊維基材、積層体および繊維強化樹脂
【課題】マトリックス樹脂の含浸性が良好で、力学特性(特に、衝撃付与後の圧縮強度等)に優れる繊維強化樹脂を生産性良く得て、取扱性(特に、形態安定性、積層する際のタック性等)に優れた強化繊維基材、積層体を提供する。
【解決手段】強化繊維糸条7を並行に引き揃えてなる強化繊維糸条群で構成される布帛と、少なくともその片側表面に布帛の2〜20重量%の範囲内で樹脂材料8が間隙を有する形態で配置されている強化繊維基材6であって、前記樹脂材料の個々のものは、前記強化繊維糸条の内の複数の単糸が前記樹脂材料を貫通する埋設部と、布帛の表面に厚みを有して存在する露出部とを有する形態で固定され、前記樹脂材料の埋設部の厚みは強化繊維基材を構成する布帛の厚みより薄く、かつ、樹脂材料の全投影面積の50〜100%が上記形態にて布帛の表面に固定されていることを特徴とする強化繊維基材。
(もっと読む)
ガスバリア性の炭素繊維強化プリプレグ及び炭素繊維強化プラスチック並びにそれらの製造方法
【課題】高いガスバリア性、特に水素ガスバリア性を有する炭素繊維強化複合材料を提供すること。
【解決手段】シート状の炭素繊維強化材とマトリックス樹脂とからなる炭素繊維強化プリプレグであって、プリプレグの内部に、板状の結晶構造を持つ粘土鉱物が、一方向に配向し且つ緻密に積層したガスバリア層を有するガスバリア性の炭素繊維強化プリプレグ、及びそれから得られる炭素繊維強化プラスチック。かかるプリプレグは、例えば、シート状の炭素繊維強化材とマトリックス樹脂とからなる炭素繊維強化プリプレグの積層体の少なくとも一つの層間に、板状の結晶構造を持つ粘土鉱物が、一方向に配向し且つ緻密に積層したガスバリア性のフィルム状物を配置し、その後、この積層体を加熱及び/又は加圧することによって得られる。
(もっと読む)
繊維強化樹脂製賦形品およびその製造方法
【課題】側面部に円弧状の隅角部が形成されているにもかかわらず、成形品の隅角部の強度低下が防止された繊維強化樹脂製賦形品を提供する。
【解決手段】本発明の繊維強化樹脂製賦形品1は、底面部10と底面部10より立ち上がった側面部20とを有し、側面部20に円弧状の隅角部21が形成され、底面部10には、一方向に配向した繊維11が含まれ、隅角部21の円弧の頂点Aを境界とした際の片側の第1側面部20aには、第1側面部20aの立ち上がり方向に対して85°〜90°で配向した繊維22が含まれ、もう一方の片側の第2側面部20bの、第1側面部20a側の部分には、第1側面部20a内の繊維22が、第2側面部20bの立ち上がり方向に対して90°〜95°で配向するように入り込み、第2側面部20bの残部には、第2側面部20bの立ち上がり方向に対して平行に配向した繊維23が含まれている。
(もっと読む)
FRP成形用強化繊維基材の賦形装置及び賦形方法
【課題】表面に皺のない良質のプリフォームが自動的に得られる賦形装置及び方法を提供する。
【解決手段】賦形すべきプリフォーム(F)の形状に応じた外形の下金型(2)と、下金型に対向配置されると共に下金型に向けて押し付け可能に設けられた上金型(5)とを有し、下金型(2)にセットした被賦形基材(K)を上金型(5)により押し付け賦形してプリフォームを得るように構成された賦形装置(10)であって、上金型(5)は、被賦形基材の中央部(Kc)に対向する中央金型(5C)と、中央金型の周囲に配設された複数の横金型(5S)とに分割された構成とされ、中央金型(5C)を上下駆動する中央金型駆動手段(7)と、中央金型(5C)が押し付けている被賦形基材に対し、各横金型(5S)がその被賦形基材の中央外方部(Ks)を引き伸ばしながら押付けるように各横金型(5S)を駆動する横金型駆動手段(8)とを有するFRP成形用強化繊維基材の賦形装置及びそれを用いた賦形方法。
(もっと読む)
81 - 90 / 188
[ Back to top ]