
国際特許分類[B29C33/14]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 挿入物,例.ラベル,を位置決めする装置が組み込まれたもの (778) | 型壁に対して (306)
国際特許分類[B29C33/14]の下位に属する分類
国際特許分類[B29C33/14]に分類される特許
81 - 90 / 224
インサート成形方法
【課題】インサート成形において、合成樹脂製品全体の耐摩耗性や耐薬品性を向上させることができ、天然素材を用いてフィルムインサート成形する場合に、天然素材の持つ質感や感触を損なうことなく合成樹脂製品を製造することができるようにする。
【解決手段】本発明によるインサート成形方法は、溶融された合成樹脂を注入可能な開口部が設けられたフィルムを袋状に形成し、袋状に形成されたフィルムを第1の金型に密着させ、第1の金型と第2の金型とを型閉めして、溶融された合成樹脂を開口部から注入することを特徴とする。
(もっと読む)
樹脂成形部品の成形方法および装置

【課題】主に、成形された樹脂成形部品における、表皮材の位置ズレや製品不良などを防止し得るようにする。
【解決手段】予備成形された表皮材21を、表皮受台24に載置し、表皮受台24に載置された表皮材21を、移載装置27を用いて樹脂成形金型26へ移載すると共に、表皮材21を樹脂成形金型26へセットし、表皮材21がセットされた樹脂成形金型26へ樹脂原料を注入することにより、表皮材21が樹脂部品本体25に一体化された樹脂成形部品23のインサート成形を行う樹脂成形部品23の成形方法であって、表皮材21に設けた位置決め用耳部51を、表皮受台24に設けた位置決め用耳保持部52に位置決め保持させることにより、表皮受台24に対して表皮材21を位置決めし、表皮受台24に位置決めされた表皮材21に対して、耳部切断装置53で位置決め用耳部51を切断した後、位置決め用耳部51が切断された表皮材21を、移載装置27で樹脂成形金型26へ移載するようにしている。
(もっと読む)
電気ケーブルおよび樹脂成形体付き電気ケーブルならびにその製造方法
【課題】電気ケーブルの外被上に直接樹脂成形体を射出成形するに際して、ケーブルの外被外径に多少のばらつきがあっても、上下金型のケーブル導入口を効果的に塞いで、外被の噛み込みや樹脂漏れの生じない電気ケーブルおよび樹脂成形体付きの電気ケーブルならびにその製造方法を提供する。
【解決手段】導体、絶縁コア、シールドコアまたはこれらの組み合わせコアを2層以上の樹脂絶縁体16で被覆し、最外層の絶縁層を発泡層15で形成された電気ケーブルに、射出成形により樹脂成形体18,19を一体化する。また、前記の電気ケーブルに、上金型と下金型により樹脂成形体を射出成形に成形するに際して、電気ケーブルの発泡層15が上下方向で圧縮をうけ、横方向に圧縮を受けないようにして成形する。
(もっと読む)
射出成形装置および射出成形方法
【課題】中空成形体の生産性を低下させることなく、中空成形体の他の部品との接合部分の強度を向上させる。
【解決手段】射出成形装置20であって、中空成形体300aを生成するためのキャビティ310を形成する雌金型400と雄金型500とを備える。雄金型は、補強リングを収納するリング収納部560と、雄金型の中心軸に沿って雄金型の基部から頂部まで貫通する第1のリング通路520と、基部に形成されリング収納部内の補強リングを第1のリング通路に移動させるための第2のリング通路530と、第1のリング通路に移動した補強リングを第1のリング通路に沿って雄金型の頂部に移動させるリング移動装置550とを有する。キャビティは雄金型の頂部の位置に中空円筒形状を有する第1のキャビティ部分311を有し、リング移動装置は第1のキャビティ部分の内部であって前記第1のキャビティ部分の外縁部に補強リングを配置する。
(もっと読む)
射出成形用金型及びこれを用いた樹脂成形品の製造方法
【課題】インサートシートに2材目の樹脂注入を行なうときに、ゲート飛びを防止でき、加えて、アンダーカット部を形成することができる射出成形用金型及びこれを用いた樹脂成形品の製造方法を提供する。
【解決手段】インサートシート3を備えた第1樹脂部6を可動型5に保持し、アンダーカット部9を形成するスライド型10を第1樹脂部6に対して配置しつつ、可動型5と第2固定型8とを型締めし、インサートシート3と第2固定型8との間に第2樹脂を注入して樹脂成形品を製造する際に、インサートシート3に樹脂成形品の外部に突出する突出片17を形成しておき、当該突出片17を可動型5に当接させつつ、当該突出片17とスライド型10とで挟まれた空間を介して第2樹脂を注入する。
(もっと読む)
車両用内装部品の製造装置および製造方法
【課題】 本発明は、複雑な構造の装置を使用しないで作業効率の向上を図る車両用内装部品の製造装置を提供する。
【解決手段】 樹脂成形金型に装着する表皮材を掛止する掛止ステージと、掛止ステージを所定位置に搬送する搬送手段と、を有する表皮材受渡し機と、樹脂成形金型へ装着する角度で掛止ステージから表皮材を受け取り、その角度に表皮材を保持する表皮保持部と、表皮保持部を支持する支持ロッドと、樹脂金型へ表皮材を装着するために、支持ロッドを所定位置から樹脂成形金型へ移動する移動機構と、を有する表皮材装着機と、を備えることを特徴とする車両用内装部品の製造装置。
(もっと読む)
分岐ホースの製造方法
【課題】洗浄工程を必要とせず、簡素に分岐ホースを製造することができる分岐ホースの製造方法を提供する。
【解決手段】ホース本体成形用の中芯型2の外周面であって連結穴13を形成する穴形成部位23に封止部材3を配置する。封止部材3を配置した中芯型2を外型に設置して外型と中芯型2との間に分岐ホース1と同形状のキャビティを形成する。キャビティに成形材料を注入して、分岐ホース1を成形するとともに、連結穴13に閉塞部19を成形する。分岐ホース1のホース本体11と中芯型2との間に気体を注入しながら、連結穴13を封止部材3で封止した状態でホース本体11から中芯型2を取り去る。閉塞部19を薄肉の接続部分19aで破断させて、連結穴13から閉塞部19及び封止部材3を取り去る。
(もっと読む)
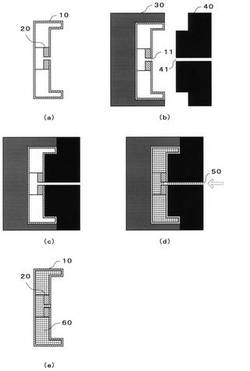
インサート成形方法及びインサート成形品
【課題】天然木化粧パネル等を製造する際のバックアップ材や化粧板、接着フィルムの積層構造を簡略化できるようにする。
【解決手段】まず、可動側金型21にスペーサーフィルム12を取り付けるとともに、天然木等を用いたコアフィルム10を密着させる。次いで、可動側金型21と固定側金型22とを型閉めして、溶融された合成樹脂を射出ゲート23から注入することによって、コア部品を作製する。次いで、コア部品からスペーサーフィルム12を取り外して、再び固定側金型22に密着させる。次いで、溶融樹脂導入部品24を、固定側金型22に密着させたコア部品に仮固定させる。そして、可動側金型21と固定側金型22とを型閉めして、溶融された合成樹脂を射出ゲート23から注入することによって、コアフィルム10の表面及び裏面の両面に合成樹脂層20a,20bが形成されたインサート成形品を作製する。
(もっと読む)
硬質発泡樹脂、その成形方法及び成形用金型
【課題】物性の異なる部分間に溝がなく、各部分同士の境界面が一定している硬質発泡樹脂と、その成形方法及び成形用金型を提供する。
【解決手段】衝撃吸収材7を成形するには、予め別の金型によって成形されたインサート成形品5を金型1内に配置し、係止部4に突き刺すようにして仮固定する。下型3内の残余のスペースに発泡成形用原液Rを供給した後、型閉めし、原液Rを加熱等によって発泡させ、インサート成形品5とは異硬度の部分6を成形する。衝撃吸収材7は、インサート成形品5に由来する部分と、この金型1内で発泡成形された部分6とからなり、衝撃吸収特性が異なる2つの部分を有している。
(もっと読む)
樹脂成形装置、樹脂成形方法および樹脂容器
【課題】作業ロボットによるハンドリング性が良好であってスループットを高めることのできる、簡易な構造を備える樹脂成形装置を提供する。
【解決手段】有底筒状の本体部12および円筒状の口頸部20を有し口頸部20の軸方向に延在するスリット部24により複数の螺旋片に分断された螺旋状の突条部22が口頸部20の周囲に設けられた樹脂製の中空成形体10を保持して、本体部12の外側に樹脂外装体をオーバーモールドするための樹脂成形装置200であって、口頸部20を嵌め込む第一凹部と、凹部周面に立設された、第一凹部の深さ方向に延在してスリット部24と係合するリブ216と、を備える樹脂成形装置200。
(もっと読む)
81 - 90 / 224
[ Back to top ]