
国際特許分類[B29C33/14]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 挿入物,例.ラベル,を位置決めする装置が組み込まれたもの (778) | 型壁に対して (306)
国際特許分類[B29C33/14]の下位に属する分類
国際特許分類[B29C33/14]に分類される特許
61 - 70 / 224
複合品、射出成形用金型及び複合品の製造方法
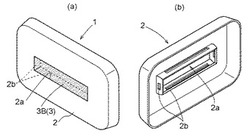
【課題】金属体と樹脂部との意匠性の良さを共に活かすことができ、且つ、一体性を高くする。
【解決手段】開口部2aを有する金属体2と、開口部2aを充填するように、金属体2の裏面の一部に射出成形により一体的に成形された樹脂部3とを備え、金属体2は、樹脂部3に埋設されるように、開口部2aの周縁から一体的に立ち上がるアンカー部2bを含む。
(もっと読む)
インモールド成形方法およびインモールド成形金型

【課題】インモールド転写箔の絵柄を均一に貼付けることができるインモールド形成方法を提供することを目的とする。
【解決手段】インモールド転写箔103を押さえるため第1金型104のパート面104aと対向する箔押え枠105に弾性体から形成された箔押え弾性体135を設ける。インモールド転写箔103の送り方向のパート面104aに凹部114を設け、インモールド転写箔103と接触する薄部145の面とパート面104a、および凹部114に挿入される厚部155とのクサビ効果で端部を強く挟持し、インモールド転写箔103の幅方向はパート面104aと厚部155の面により挟持することにより、成形品における絵柄の皺,絵柄の破断の発生を防止する。
(もっと読む)
化粧料容器
【課題】ブローボトルのように開口部内径が胴体部内径よりも小さく、ガラス瓶のように厚肉で、且つ落下等の衝撃にも強い、耐久性と美しい外観を備えた化粧料容器を提供すること。
【解決手段】容器本体10は、化粧料の抽出口となる首部材12と、首部材12を連結する開口部を有し、開口部の最小内径が首部材12の最大内径よりも大きい胴体部材11と、2つの部材をつなぐための連結部材30とからなり、胴体部材11の上端部には、首部材12を嵌入するための嵌入溝11bと、嵌入溝11bの周縁に胴体部材の側壁の面方向に突出する胴体凸部11cが形成され、首部材12には胴体部材11に嵌入したときに胴体凸部11cと隣接するように首凸部12cが形成され、胴体部材11と首部材12とは、胴体凸部11cと首凸部12cをまたいで胴体部材の上端部に対して溶融樹脂が射出されて形成される連結部材30によって溶着固定される。
(もっと読む)
合成樹脂成形品の製造方法
【課題】 表面層と裏面層とを有する合成樹脂成形品を製造するに当たって効率良く製造でき、しかも、この成形品の強度を向上させることのできる合成樹脂成形品の製造方法を提供する。
【解決手段】 可動型1を第1の成形位置に位置させることで第1のキャビティ41が形成されると共に、該第1のキャビティ41内に可動型2に沿って界面層シート6が配設される。この状態で第1のキャビティ41内に第1の合成樹脂組成物71が注入される。その後、可動型2を第2の成形位置に移動させることで可動型2と対向する面に上記界面層シート6が残置された第2のキャビティ42が形成される。この状態で第2のキャビティ42内に第2の合成樹脂組成物72が注入される。さらにその後、可動型2を離型位置に移動させることで、合成樹脂成形品7を得るようにした。
(もっと読む)
インサート成形品の製造方法
【課題】熱交換や湿度交換などの交換効率と生産性とが向上可能なインサート成形品の製造方法を提供する。
【解決手段】インサート成形品の製造方法は、薄膜状のインサート品111が吸引固定された可動側金型121と、ゲート125が形成された固定側金型122とで対をなして、インサート品111と接触する部分が曲面で構成された突起部分123が、可動側金型121と固定側金型122との間に形成されたキャビティ空間126に沿って、少なくとも可動側金型121と固定側金型122とのいずれかに形成された金型120を使用して、インサート品111を突起部分123で圧縮させた状態で、ゲート125からキャビティ空間126に成形樹脂112を射出する。
(もっと読む)
ポリマーの外側被覆を有するガラス物品およびその形成方法
電子装置の覆いとして使用するためのガラス物品およびその形成方法が本明細書に記載される。ガラス物品は、一般に、第1の表面、第2の表面および周辺縁部を含む、成形ガラス基板を備える。成形ガラス基板は、亀裂を形成せずに表面損傷に耐えるガラス物品の能力を改善する圧縮応力層を成形ガラス基板が有するように、強化ガラスから形成されうる。ポリマーの外側被覆は、前記成形ガラス基板の周辺縁部の接続機構と連結し、それによって、成形ガラス基板の周辺縁部を損傷から保護する。1つの実施の形態では、成形ガラス基板の周辺縁部の少なくとも一部は第1の表面からの接続機構のオフセットを備える。別の実施の形態では、ポリマーの外側被覆は、少なくとも1つのコネクタと一体的に形成される。  (もっと読む)
(もっと読む)
マスキング治具およびマスキング方法
【課題】塗布領域とマスキング治具の間で塗料が連続的に形成されることを抑制し、樹脂成形品の外観品質の低下を抑えることが可能なマスキング治具およびマスキング方法を提供する。
【解決手段】金型または製品の塗布領域S1とマスク領域S2との境界付近で塗布領域S1から落ち込んでマスク領域S2となる段差部7が形成された金型または製品の、前記境界付近に配置されるマスキング治具であり、前記段差部7の縦壁面26に対面する立上り部38と、前記塗布領域S1を間隔Xを隔てて覆うように前記立上り部38から張り出す張り出し部39と、を有している。
(もっと読む)
電池の製造方法
【課題】 製造コストを低減できると共に、ケース蓋部材と電極端子部材との間のシール性を向上させることができる電池の製造方法を提供すること。
【解決手段】 リチウム二次電池100の製造方法は、電極端子部材120のうちの端子被覆部121の外周面121dに、予め絶縁性の第1樹脂からなる内側樹脂体131を形成する第1成形工程と、その後、ケース蓋部材113の端子挿通孔113hに電極端子部材120を挿通した状態で、インサート成形により、ケース蓋部材113と電極端子部材120との間に絶縁性の第2樹脂を注入して、内側樹脂体131に結合する外側樹脂体135を形成し、樹脂絶縁部材130を形成する第2成形工程とを備える。
(もっと読む)
積層成形体の成形方法並びに成形装置
【課題】積層成形体の成形方法並びに成形装置であって、表皮の搬送工程、セット工程を自動化することで、作業性を高め、かつ精度の良い形状出しを可能にするとともに、絞転写性を高め成形サイクルを短縮化する。
【解決手段】表皮投入位置Aから成形待機位置Bまで表皮30を搬送する搬送用コンベア80を両側の搬送ベルト83で構成し、内部にアシストモデル70の上下動を許容するスペースを設定する。そして、搬送用コンベア80の成形待機位置Bに位置決めされた表皮30に対してアシストモデル70を上昇操作することで自動的にアシストモデル70の表皮ホルダ用プレート75で表皮30を保持し、成形上下型50,60内にアシストモデル70を投入して、表皮30をセットすることにより、表皮30のセット作業を自動化でき、かつ表皮30の加熱後、迅速に成形を可能とすることで、絞模様の転写を良好に行ないシャープな形状出しを可能にする。
(もっと読む)
シートパッド及びその製造方法
【課題】シートバックパッドの上部に形成される肉厚部を有するフランジ部にボイドが成形されず、かつ、成形時に発泡成形型の型割り位置に補強材がかみ込むことのないシートパッドを提供する
【解決手段】パッド本体部11及びパッド本体部11の上端から後方に突出して延在する張り出し部12、張り出し部12からパッド本体部11の下方向に向かって折曲して延在するとともにパッド本体部11の下方向に移行するに従ってパッド本体部11の後方向に漸次肉厚が増大する肉厚部13c及び肉厚部13cから連続するとともに漸次肉厚が減少する段差部13dを介して端縁がパッド本体部11の下方向に凸状に形成された先端部14を有するフランジ部13を備え、先端部14が先端部充填体20で形成され、かつ、先端部充填体20が補強材16の端部を押さえ込むとともに補強材16がシートパッドの内側面に張設される。
(もっと読む)
61 - 70 / 224
[ Back to top ]