
国際特許分類[B29C33/14]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 挿入物,例.ラベル,を位置決めする装置が組み込まれたもの (778) | 型壁に対して (306)
国際特許分類[B29C33/14]の下位に属する分類
国際特許分類[B29C33/14]に分類される特許
71 - 80 / 224
多色成形品、およびその製造方法
【課題】色分けの境界部を定めて高品位な多色成形品を提供し、さらに、そのような高品位な多色成形品を得ることが可能な多色成形品の製造方法を提供する。
【解決手段】多色成形品10の製造方法は、多色成形品の外形形状に合致したキャビティ21を形成する開閉自在な成形型20内に、第1と第2の樹脂材料11、12のそれぞれが含浸自在な多孔質体71を備えるシート部材70を配置し、シート部材を境にしてキャビティを第1と第2のキャビティ部23、24に分ける。次に、第1の樹脂材料を第1のキャビティ部に、第2の樹脂材料を第2のキャビティ部に充填する。そして、第1と第2の樹脂材料のそれぞれをシート部材の多孔質体に含浸させて、多色成形品における色分けの境界部14を形成する。
(もっと読む)
樹脂成形品及び樹脂製品製造用金型

【課題】インサート部材と加飾層とを併せ持つ意匠性に優れた樹脂成形品を得ること、及び、そのために用いる金型を得ることを目的とする。
【解決手段】本発明の樹脂成形品は、一部が樹脂部から露出した状態で樹脂部に埋設され、かつ、樹脂部に埋設される部位の少なくとも一部に、樹脂成形品の表裏方向に対して直角な方向に樹脂部と係合する係止部を設けたインサート部材4を備えると共に、樹脂部の表面に加飾層を備え、樹脂成形に際して、インサート部材4の表面を樹脂成形品の表面を形成する成形金型の所定の位置に配置する厚み方向位置決定部4Cを、インサート部材4の裏側に設けた。
(もっと読む)
酸素バリヤ成形容器及びその製造方法
実質的に酸素を透過しないプラスチック容器の製造方法であって、底酸素バリヤフィルムを用意し、底酸素バリヤフィルムはプラスチック容器の床の面積より大きい面積を有し、側壁酸素バリヤフィルムを用意し、側壁酸素バリヤフィルムは、プラスチック容器の側壁を実質的に包囲するよう寸法決めされ、かつプラスチック容器の側壁の長さより大きい長さを有している。型は、床及び側壁を有し、型は、床の下に延び、かつ側壁酸素バリヤの過剰長さを受入れるよう寸法決めされ、底酸素バリヤフィルムは、前記溝を横切って少なくとも部分的に延びるよう寸法決めされる。酸素バリヤフィルムは型内に置かれ、プラスチック容器がキャビティ内で射出成形される。耐酸素容器は、床を有する。床から側壁が延びる。酸素バリヤ材料は、床及び側壁に配置される。酸素バリヤ材料は、ナノシリケート及びナノクレーの一方である。 (もっと読む)
ローラの成形装置および成形方法
【課題】軸体を端部駒に挿入しやすくし、かつ成形されるローラの振れ精度を高くする、ローラの成形装置および成形方法を提供する。
【解決手段】ローラの成形装置が、内部に円筒状の空間を有する中空のパイプ金型2と、パイプ金型2の両端に組付けられ軸体4を保持可能な2つの端部駒1、3を有する成形金型7を有している。さらに一方の端部が端部駒3によって保持され中間部が円筒状の空間内に位置している軸体4の一部を把持して軸体4に交差する面内で移動することができるセンタリング部材5をも有する。
(もっと読む)
成形同時転写用金型及び成形同時転写品の製造方法
【課題】空洞を有する樹脂成形品の金型であって、転写領域に正常に転写が行われて、かつ、転写シートの破れが発生しない成形同時転写用の金型を得る。
【解決手段】転写領域、縦壁と空洞を有し、縦壁は転写領域の外周線から立下り、空洞は転写面の裏側にへこんだ空洞であり、空洞の少なくとも一部の境界面は縦壁である樹脂成形品の製造に用いる成形同時転写用金型であって、表面側金型30、裏面側金型40と置き駒60からなり、表面側金型と裏面側金型によりキャビティ51が形成され、キャビティは空洞相当空間を含んでいて、置き駒がキャビティ内に配置され、空洞相当空間を埋める。
(もっと読む)
樹脂成形体の製造方法、樹脂成形体
【課題】複数のインサート体を成形するとき、インサート体の位置ズレやインサート体と保持体の貼り合わせ作業を削減すると同時に、成形品のひけや残留エアーの防止する製造方法を提供する。
【解決手段】インサート体11を表面に表出させた樹脂成形品の製造方法において、複数のインサート体11を一体に形成し、下型体の上面に配置するとともにそのインサート体11上に押さえ部材14を配置し、下型体32に対向する上型体を互いに近接させることにより押さえ部材14を介してインサート体11を押圧しつつ、熱硬化性樹脂からなる基材12を下型体と上型体の間隙へ注入し、その後押さえ部材14が弾性変形するまで下型体及び/又は上型体により押圧する。
(もっと読む)
インサート材を備えた樹脂成形品及びその製造に用いる金型
【課題】インサート材を強固に保持できる樹脂成形品を得ること、及び、そのための金型を提供する。
【解決手段】インサート材3を、その一部が表面に露出するよう樹脂部5に埋設した樹脂成形品Pであって、樹脂部5に、インサート材3の周縁部のうち少なくとも一部をインサート材3の厚み方向に挟持する挟持部5aを備え、挟持部5aのうちインサート材3の裏側を挟持する部位が、樹脂部5の裏面に対して突出形成してある。
(もっと読む)
インモールドラベル容器の製造方法及びその製造装置
【課題】
ラベルを金型に挿入して射出成形するインモールドラベル容器の製造方法及びその製造装置に関し、薄いラベル材料であっても金型内における正確な位置決めが可能であると共にラベルを確実に1枚ずつ取り上げて金型に貼着することを可能とする。
【解決手段】
ロール状のラベル用材料を供給して1枚ずつ打抜形成したラベルを保持した後、該ラベルを金型に挿入貼着してから射出成形するようにしたインモールドラベル容器の製造方法とし、その製造装置として、ラベル61aが複数印刷されたロール状のラベル用材料6aを打抜形成機構4aへ供給すると共にラベル61aの図柄に合わせて打抜形成し、該打抜形成したラベル61aを疑似コア3aで保持した後、該疑似コア3aでラベル61aを金型のキャビティ21aに挿入貼着してから金型のコア3aをキャビティ21aに挿入して射出成形するようにした。
(もっと読む)
射出成形用金型及び樹脂成形品の製造方法
【課題】インサートシートに第2樹脂注入を行なうときに、ゲート飛びを防止できる射出成型用金型及び樹脂成形品の製造方法を提供する。
【解決手段】第1キャビティ面1aが形成された第1型1と、第2キャビティ面2aが形成された第2型2と、第1型1とインサートシートSが配置された第2型2とを相対移動させることにより第1キャビティ22が形成され、その第1キャビティ22に第1樹脂を射出する第1ゲート6と、第1型1と第2型2とを相対移動させることにより第2キャビティ24及びゲート空間25が形成され、そのゲート空間25を介して第2キャビティ24に第2樹脂を射出する第2ゲート7とを備え、ゲート空間7は、インサートシートSの突出片10を受け入れると共に、その突出片10が第1型1に沿って接触するように配置可能に構成してある射出成形用金型。
(もっと読む)
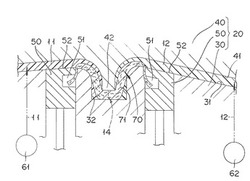
電動流体ポンプと電動流体ポンプのケーシングのインサート成形用金型
【課題】軸部材とケーシングとの結合が堅固であり、高出力としても故障が少ないコンパクトな電動流体ポンプ、及び、その電動流体ポンプのケーシングのインサート成形用金型を提供する。
【解決手段】ケーシング2と、ケーシング2に支持された軸部材1と、軸部材1に軸支されたロータ3とを備え、軸部材1が、ロータ3を軸支する軸部11と、軸部11の軸方向の一方側に位置し、軸部11よりも大径で、ケーシング2に埋設される鍔部12と、軸部11と鍔部12との間に位置し、鍔部12よりも小径且つ軸部11よりも大径の段部13とを有し、段部13を構成する面のうち軸方向の他方側の端面が、ロータの軸受面13aとなるよう構成した。
(もっと読む)
71 - 80 / 224
[ Back to top ]