
国際特許分類[B29C33/14]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 挿入物,例.ラベル,を位置決めする装置が組み込まれたもの (778) | 型壁に対して (306)
国際特許分類[B29C33/14]の下位に属する分類
国際特許分類[B29C33/14]に分類される特許
31 - 40 / 224
低周波用アンテナパターンが埋め込まれる電子装置ケース、その製造金型及び製造方法
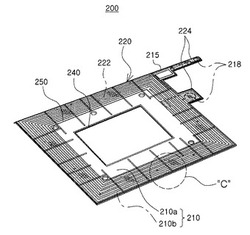
【課題】本発明は、低周波用アンテナパターンフレームが埋め込まれる電子装置ケース、その製造金型及び製造方法に関する。
【解決手段】本発明の一実施例による低周波用アンテナパターンが埋め込まれる電子装置ケースは、低周波アンテナパターン部を含む放射部が一面上に形成されるように、磁性体成分を含むポリマー複合材で射出成形される放射体フレームと、上記放射体フレームの上部に射出成形され、上記放射部が上記放射体フレームとの間に埋め込まれるようにするケースフレームと、上記放射体フレームと上記ケースフレームとの境界をなし、上記ケースフレームの内側に凹溝に形成される境界部と、を含むことができる。
(もっと読む)
インサート成型装置、及びインサート成型方法

【課題】インサート品の寸法がばらついた場合でも、生産性、歩留まりが良好な低コストのインサート成形品を成形する方法、又は装置を提供する。
【解決手段】対向された双方の面にそれぞれキャビティ形成面を有する一対の金型部材を備え、該一対の金型部材相互の当接によって形成されるキャビティ内に収容されたインサート部品の露出予定部を、上記キャビティ形成面に当接させるようにしたインサート成形装置であって、上記金型部材における上記キャビティ形成面と上記露出予定部との当接部近傍を、弾性変形し得る薄肉部としてなることを特徴とする。
(もっと読む)
抑制治具付シート幅センサを備えた両面加飾射出成形装置
【課題】両面加飾用射出成形装置において、固定型用転写シートの幅方向マーク近傍が変形しても適切な固定型用転写シートの位置合わせを行う。
【解決手段】シート幅センサ60は発光体と受光体を有し、発光体と受光体の間に固定型用転写シートを位置付けるものである。シート幅センサ60は、一方面が発光側平板シート面64である発光側平板62と一方面が受光側平板シート面74である受光側平板72を有し、発光側平板シート面64と受光側平板シート面74は平行に保持され、発光側平板シート面と前記受光側平板シート面の間隔が0.1mm以上1.5mm以下に保持されていて、固定型用転写シートに形成された幅方向マークを検出する。
(もっと読む)
シートパッドの製造方法
【課題】成形型への小パッドの取付作業性を向上するとともに、シートパッド損傷のおそれを低減することができるシートパッドの製造方法を提供する。
【解決手段】成形型の内面に小パッド14を保持させておき、該成形型内に発泡原液を供給して発泡させることにより、パッド本体に小パッド14が一体化されたシートパッドを製造するに際し、成形型の内面に先端が拡大した横断面形状を持つ凸条28を設けておくとともに、小パッド14における成形型に対する取付け面14Aに凸条28が嵌合する凹溝30を設けておき、凸条28と凹溝30を嵌合させて小パッド14を成形型に保持させる。
(もっと読む)
化粧シート及び化粧成形品
【課題】深絞り加工が必要な化粧成形品に適用しても、多孔質状の装飾シートからの気泡の発生を抑制し、表面の凹凸の発生を抑制することができ、意匠性に優れると共に様々な意匠性への要求に対応できる化粧シート及び該化粧シートを用いた化粧成形品を提供すること。
【解決手段】湾曲部を形成し、次いで射出成形により基材樹脂と一体化させて用いられる化粧シート1およびこれを用いた化粧成形品である。化粧シート1は、裏面側19から順に、基材側接着層11、多孔質状の装飾シート13、保護層側接着層15、及び表面保護層16とを積層し一体化してなる。保護層側接着層15は、及び表面保護層16は、特定の材質からなる。表面保護層16にはインクからなる印刷領域12が形成されている。
(もっと読む)
インサート成形品の製造方法、インサート成形品、および金型
【課題】金属部材の裏面を金型の一部で押さえることなく金属部材の位置決めおよび形状の精度を高めたインサート成形品の製造方法を提供する。
【解決手段】凹部5の形状を規定するための金型11内の凸部19に対応して変形された金属製の板状部材7の表面を凸部19にあてがうように金型11内にインサートし、板状部材7の裏面を金型11の一部で押さえることなく金型11内に樹脂を注入することにより、樹脂の注入圧力で板状部材7を凸部19の形状にならわせて位置決めしつつ樹脂の成形を行う。
(もっと読む)
プラスチック筐体
【課題】金属製ロゴマークをプラスチック筐体から剥がれにくする。
【解決手段】樹脂に埋め込まれた金属製ロゴマーク20が筐体の表面側で露出しているプラスチック筐体を、前記金属製ロゴマーク20が前記筐体の前記樹脂の表面側に露出する露出部21と、前記露出部の表面より高さが低い上面を有する帯状の梁部22を備え、前記梁部22が前記露出部21を連結し、前記露出部21の周縁と前記梁部22の上面が前記樹脂で覆われ、前記梁部22の上面の該樹脂が前記梁部22の縁22bの樹脂を介して裏面の前記樹脂に連結されて強固に保持されるようにする。
(もっと読む)
保持治具の製造方法
【課題】大多数の小型部品を保持できるにもかかわらず補強部材の平坦性を維持した保持治具の製造方法を提供すること。
【解決手段】支持孔7が形成された補強部材2と、自身に挿入された小型部品を弾発的に保持する保持孔9が形成された弾性部材3とを備え、前記保持孔9が前記支持孔7の内部を通るように前記補強部材2が前記弾性部材3に埋設されて成る保持治具1を成形金型30で製造する製造方法であって、前記成形金型30に形成された陥没部35によって前記弾性部材3よりも肉厚に形成された肉厚部を押進部材41で押進しつつ前記補強部材2と弾性材料との一体成形体を前記成形金型30から離型し、次いで、一体成形体の前記肉厚部を除去することを特徴とする保持治具1の製造方法。
(もっと読む)
円環状部分に芯金をインサートした樹脂製品の射出成形用金型及び前記製品の製造方法並びに円環状部分に芯金をインサートした樹脂保持器
【課題】樹脂と芯金とを強固に結合させて芯金による補強効果を高めることができ、所要の精度を確保することができるとともにコストを低減することができる、円環状部分に芯金をインサートした樹脂保持器を提供する。
【解決手段】型板2からキャビティC内へ突出する、周方向に離間して軸方向に延びる2個以上の径方向位置決めピン4及び周方向に離間して軸方向に延びる3個以上の軸方向位置決めピン5を備え、径方向位置決めピン4に係合する係合穴21aが形成された円環状の芯金21を、径方向位置決めピン4を係合穴21aに係合させることにより径方向に位置決めし、キャビティC内へ流入した溶融樹脂Pの圧力を受ける芯金21の軸方向端面21Aに対し、その裏側の軸方向端面21Bに軸方向位置決めピン5を当止することにより軸方向に位置決めする。
(もっと読む)
樹脂発泡体とプレート部材との一体成型品の製造方法および、その一体成型品
【課題】成形金型10の下型11内にプレート部材20を配置するに際して、プレート部材20を、下型11に対して十分確実に位置決めして、発泡樹脂原料の発泡成形工程での、プレート部材20の位置のずれを防止することにより、成形金型10を複雑に加工することなく、プレート部材20の所期したとおりの位置に、樹脂発泡体30を適正に一体化させることができる、樹脂発泡体とプレート部材との一体成型品40の製造方法および、その一体成型品40を提供する。
【解決手段】プレート部材20に、プレート部材本体部21の端部から、相互に対向して立上がる少なくとも一対の側壁22を設け、前記プレート部材20を、成形金型10の下型11内に嵌め込んで、プレート部材20の一対の対向側壁22を、下型11の対向側面11aのそれぞれに、直接的ないしは間接的に摩擦係合させて下型11に位置決めし、該プレート部材20上に発泡樹脂原料を注入し、その後、上型12と下型11とを型締めして、キャビティ13内で発泡樹脂原料を発泡させる。
(もっと読む)
31 - 40 / 224
[ Back to top ]