
国際特許分類[B29C33/14]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 挿入物,例.ラベル,を位置決めする装置が組み込まれたもの (778) | 型壁に対して (306)
国際特許分類[B29C33/14]の下位に属する分類
国際特許分類[B29C33/14]に分類される特許
41 - 50 / 224
樹脂発泡体とプレート部材との一体成型品の製造方法および、その一体成型品
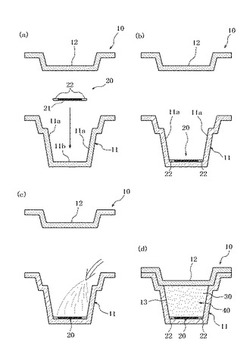
【課題】成形金型を複雑に加工することなしに、プレート部材の所期したとおりの位置に、樹脂発泡体を適正に一体化させることができる、樹脂発泡体とプレート部材との一体成型品の製造方法および、その一体成型品を提供する。
【解決手段】プレート部材20に、プレート部材本体部21の端部から外方へ突出する二以上の迫出し部22を設け、前記プレート部材20を、成形金型10の下型11内に嵌め込んで、プレート部材20を、下型の側面間に、該プレート部材20の二以上の迫出し部22のそれぞれで、直接的ないしは間接的に摩擦係合させて位置決めし、該プレート部材20上に発泡樹脂原料を注入し、その後、上型12と下型11とを型締めして、成形金型10の内部の前記キャビティ13内で発泡樹脂原料を発泡させる。
(もっと読む)
ピストン

【課題】成形型からの離型性に優れ、成形型から型抜きする際に、キャップがピストン本体から浮き上がったり外れたりすることがないピストンを得る。
【解決手段】 カップ状の合成樹脂製ピストン本体23の開口端部24に、該開口端部24の外周面、内周面及び開口端面を覆う金属キャップ31が一体に結合されるピストン21であって、キャップ31は、少なくとも開口端部24の外周面又は内周面に対応するキャップ側面32aの全周に凸部36または凹部が連続形成されて、ピストン本体23を樹脂成形する成形型の内壁面と線接触される。
(もっと読む)
鉛蓄電池の製造方法
【課題】安価な方法にてブッシングと電池蓋との間の密着性を向上させ、電解液の染み出しを防止できる鉛蓄電池の製造方法を提供すること。
【解決手段】最上段の環状突起3Aとインサート成型用の金型10との間に第一の空隙14を設けて、この金型10をブッシング1に対して配置し、上金型11、下金型12間に樹脂材料を充填し、当該樹脂材料の圧力で、最上段の環状突起3Aを第一の空隙14の形状に合わせて塑性変形させた。
(もっと読む)
遊色効果を有する加飾面を備えた合成樹脂成形品の製造方法
【課題】
従来の合成樹脂成形技術では実現することができなかった新規な加飾性を合成樹脂成形品に付与することを課題とするものであり、特に遊色効果を有する加飾面を備えた合成樹脂成形品の製造方法を提供する
【解決手段】
合成樹脂シートにインクジェット印刷により印刷層を形成する工程と、印刷層の上にミラー層を形成する工程とによって準備された複層合成樹脂シートを使用し、複層合成樹脂シートの印刷層およびミラー層とは反対の面を金型の空洞内面に接触させるようにして金型内に装填する工程と、複層合成樹脂シートが装填された金型内に溶融樹脂を射出する工程とからなる合成樹脂成形品の製造方法。
(もっと読む)
インサート成形方法及びインサート成形品
【課題】モールド成形時におけるバスバーの変形を抑制することができるインサート成形方法を提供する。
【解決手段】複数のインサート部材の長さ方向の両端にそれぞれ臨んだ内壁面に、複数のインサート部材の離間間隔を設定間隔以上に維持する隙間維持用の突起7をそれぞれ形成すると共に、複数のインサート部材の幅方向の側部に臨んだ内壁面に、樹脂を充填するためのゲート8を形成し、成形金型5内に複数のインサート部材を、突起7を挟んで離間間隔が自在に変化するように且つ離間間隔が設定間隔より広くなるように中空保持し、中空保持した複数のインサート部材間の隙間にゲート8から樹脂を充填し、成形金型5の内周縁部に樹脂を回り込ませ、回り込ませた樹脂の樹脂圧力で複数のインサート部材の両端を突起7に押し付けてインサート成形品1を成形する方法である。
(もっと読む)
成形装置
【課題】設備費ならびに設置スペースを抑え、かつ手作業の工程も不要としてコストの低減を図る。
【解決手段】素材に所定の加工を施すとともに、その素材の表面に樹脂を射出成形する装置であって、例えば金属素材50をプレス成形する際に該金属素材50を保持する金型(上型26及び下型27)等の保持具を含む所定の加工機構を備えている。そして、保持具に保持された状態において、金属素材50の表面とそれに対向して配置される成形型部材の内面との間に樹脂を成形するための成形空間28が構成され、その外部から成形空間にまで連通する樹脂流路26aが設けられている。この樹脂流路26aを通じて成形空間28に溶融樹脂を射出することが可能な射出機構を備えている。
(もっと読む)
撮像レンズユニットの製造方法及び成形金型装置
【課題】光学レンズのホルダーとカバーとの位置ズレを抑制できる撮像レンズユニットの製造方法及びそのための成形金型を提供する。
【解決手段】成形金型装置20は、固定型24と可動型22とを有している。成形金型装置20では、固定型24と可動型22とのうち、少なくとも一方を他方に対して型開閉方向とは直交する方向に移動させることにより、ホルダー2とカバー4とを整合位置に移動させ、当該整合位置で固定型24と可動型22とを型締め可能である。
(もっと読む)
インサート位置調整機構を内蔵した金型
【課題】金型内部に、インサート位置調整機構を内蔵させ、専用金型の設計や、金型変更等を行うことなく、種々のインサートや姿勢変更に、簡単な段取りで変更できる金型を提供する。
【解決手段】金型内部に、インサート保持部、及びこのインサート保持部の金型における樹脂成型部に対する前後位置、上下位置及び旋回角度位置を、任意に設定できるインサート位置調整機構を内蔵し、インサートの変更や姿勢変更の際に、このインサート位置調整機構を作動させ、インサートの前後位置、上下位置及び旋回角度を簡単な段取りで変更できるようにする。
(もっと読む)
裏面に電子ペーパーディスプレイが形成された加飾成形品
【課題】 加飾成形品が、所望のデザイン変更ができ、後で加飾デザインを着せ替え変更できるようにする。
【解決手段】 透明成形樹脂層の片面に透明な窓部を有する加飾層が形成され、該透明成形樹脂層の透明な窓部の加飾層形成面と反対側の面に電子ペーパーディスプレイが形成された加飾成形品とする。
(もっと読む)
射出成形用金型及び複合品の製造方法
【課題】金属製材料の表面の加飾と裏面の樹脂部の成形とを良好に行うことができる射出成形用金型及び複合品の製造方法を得る。
【解決手段】凸状部20aを有する金属体20の表面に加飾層を形成するとともに、金属体20の裏面に樹脂部が形成された複合品の製造に用いる射出成形用金型であって、金属体20を配置する第1型1と、第1型1と型締めして、第1型1と金属体20との間に樹脂注入用のキャビティを形成する第2型2と、第1型1と第2型2との型締め前に、転写シート12を第2型2の型面から離間する位置に配置するとともに、転写シート12を金属体20の凸状部20aに押し付けつつ、凸状部20aに沿って接触させる加飾シート保持機構と、を備えた。
(もっと読む)
41 - 50 / 224
[ Back to top ]