
国際特許分類[B29C35/02]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 加熱,冷却または硬化,例.架橋,加硫;そのための装置 (1,254) | 加熱または硬化,例.架橋,加硫 (1,199)
国際特許分類[B29C35/02]の下位に属する分類
液体,気体または蒸気を用いるもの (186)
波動エネルギーまたは粒子線照射によるもの (110)
誘電加熱 (22)
国際特許分類[B29C35/02]に分類される特許
71 - 80 / 881
空気入りタイヤの製造方法
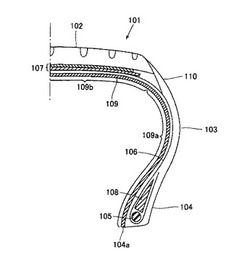
【課題】タイヤの加硫工程において、インナーライナーを損傷することなく、ブラダーとタイヤ内面との間の気体の排出を行なうとともに、エアーイン、屈曲亀裂性調整、転がり抵抗、および操縦安定性において優れた性能を示す空気入りタイヤの製造方法を提供する。
【解決手段】本発明の空気入りタイヤの製造方法は、複数のベントラインを備えるタイヤ加硫用ブラダーを用いて、インナーライナーを内面に備える空気入りタイヤを製造する方法であって、インナーライナーは、0.05mm以上0.6mm以下の厚さのSIBS層を有し、該SIBS層は、炭素数4のモノマー単位を重合して得られる重合体を0.5質量%以上40質量%以下含み、ベントラインは、タイヤビードトウ部からタイヤバットレス部に対応する部分の第1ベントラインと、前記タイヤバットレス部からタイヤクラウン部に対応する部分の第2ベントラインとを含むことを特徴とする。
(もっと読む)
放射加熱器を用いた熱処理装置

【課題】光熱写真フィルムを熱現像するために放射加熱器によって熱せられたドラムを用いる処理装置を提供する。
【解決手段】内面と外面とを有するドラムコアを含む回転可能な中空のドラムと、ドラムの内側内に配置される放射加熱器とを含み、放射加熱器は、ドラムを加熱するために放射エネルギーを供給するように構成され、ドラムからの非均一な熱損失を補いドラムコアの外面をドラムコアの長手方向の幅に渡り実質均一な所望の温度にするためにドラムの内側の他のエリアより多い放射エネルギーをドラムの内側の選択エリアが吸収するようにドラムの内側の少なくとも1つの放射エネルギー吸収特性がその長手方向の幅Wdにわたって変わる熱処理装置を備える。
(もっと読む)
加硫装置
【課題】
ゴム材料の射出が完了した複数の金型を積み重ねて加硫を行なう加硫装置において、加硫後のゴム材料の品質ばらつきを低減することである。
【解決手段】
それぞれ内部に電気ヒータを有する金型30a〜30cを積み重ねた積層金型26と、金型30a〜30cの表面に設けられたヒータ側電気接点に給電側電気接点を押圧して接続する接続ユニット40a〜40cとを有する。
(もっと読む)
加硫成形装置
【課題】帯状ゴム様体における帯長手方向の端部付近の冷却状態と加熱状態とのコントロールを可能にする加硫成形装置を提供する。
【解決手段】加硫成形装置23は、弾性履帯を構成する帯状ゴム様体1を加硫成形するための加熱ゾーンHを構成する加熱金型24と、帯状ゴム様体1の帯長手方向端部を未加硫または半加硫状態のままで成形するための冷却ゾーンCを構成する冷却金型25と、を備える。加熱ゾーンHと冷却ゾーンCとの帯長手方向の間であって、帯状ゴム様体1の内周側及び外周側の少なくとも一方には、加硫金型24の一部39と冷却金型25の一部38とが共に存在することによって構成された中間ゾーンMが設けられている。
(もっと読む)
タイヤ加硫方法
【課題】割モールドの間に未加硫タイヤの一部のゴムが入り込むのを容易に防止できるタイヤ加硫方法を提供する。
【解決手段】未加硫タイヤ12のトレッド表面12Aにおける中型22の分割位置となる部位に凹部44を形成し、この未加硫タイヤ12を凹部44の位置が中型22の分割位置となるように金型14内に配置する。その後、ブラダーユニット16のブラダー34を加熱蒸気によって膨張させて未加硫タイヤ12の内面を加圧することにより、トレッド表面12Aを金型14に押し付け加硫成形する。
(もっと読む)
加硫機
【課題】流動速度および流動方向に起因した熱量の伝達差を生じさせないように加熱媒体を流動させる。
【解決手段】内側空間Bに収容された加熱媒体を強制的に流動させてその熱量を生タイヤ4の内側全体に付与して加硫を行う。生タイヤの内周側で加熱媒体をタイヤ幅方向の全領域にわたって外周方向に吹き出す吹き出し管63と、生タイヤの内周側で加熱媒体を吸引する吸い込み管64と、吹き出し管と吸い込み管とを連絡するガス流路69と、ガス流路中で吸い込み管から吹き出し管に加熱媒体を流動させるガス循環駆動機67とを有している。吹き出し管の吹き出し口は、生タイヤの径方向に対して交差する第1角度で加熱媒体を外周方向に吹き出すように設定され、吸い込み管は、吹き出し管よりも生タイヤの中心側の吸い込み口が、生タイヤの径方向に対して第1角度とは逆方向となる第2角度で、加熱媒体を吸引する開口方向が設定されている。
(もっと読む)
タイヤ加硫用ブラダー
【課題】材料コストの上昇や生産効率の低下を招くことなく、タイヤの外観品質を向上させる。
【解決手段】ゴム状弾性体からなり、かつ未加硫タイヤの内腔内で膨張することにより、該未加硫タイヤを加硫金型の金型面に押し付けて加硫成形するためのタイヤ加硫用ブラダーであって、膨張可能な筒状のブラダー本体と、そのタイヤ軸方向両外側に配される両端部とからなり、かつ少なくとも前記ブラダー本体は、内圧が充填される側の内層部と、未加硫タイヤの内腔面に接する側の外層部とからなるとともに、前記内層部のゴム硬度Hsiを、前記外層部のゴム硬度Hsoよりも大とした。
(もっと読む)
タイヤ加硫用金型の摺動モデル装置
【課題】セグメントがガイド部材に案内されて摺動するタイヤ加硫用金型の摺動モデル装置により、セグメントの摺動特性を容易に評価する。
【解決手段】摺動モデル装置1は、ベース部材2と、ベース部材2に固定されたガイド部材モデルであるTブロック10と、ベース部材2とTブロック10に設けられた摺動面とを備えている。摺動モデル装置1は、セグメントモデルであるスライドベース20を、Tブロック10により案内して摺動面上を摺動させ、スライドベース20の摺動抵抗を、摺動抵抗測定手段30により測定する。
(もっと読む)
スパイクタイヤ用加硫金型およびスパイクタイヤ
【課題】型抜きに起因してスパイクピン打込み孔を形成する突起部によってスパイクピン打込み孔の周囲にクラックが形成されるのを防止する。
【解決手段】スパイクタイヤ用加硫金型1は、複数個のセクターモールド2によって円環モールド3を形成してなる。セクターモールド2に配設された突起部10は、先端側部分10bに基端側部分10aに比べて径の大きい膨出部11を有する。突起部10のうち、ラジアル線m上の位置から離れた位置にある突起部10の先端側部分10bの膨出部11は、円環モールド3の周方向断面で見て、ラジアル線mを含む平面に近い側の外面部分である第1外面部分11aと、平面から遠い側の外面部分である第2外面部分11bとで構成され、第1外面部分11aから突起部10の軸線sまでの距離である第1膨出距離X1、X2、・・・、Xnが、第2外面部分11bから突起部10の軸線sまでの距離である第2膨出距離Y1、Y2、・・・、Ynよりも小さい。
(もっと読む)
ブラダーへのクランプリング装着方法および装置
【課題】省力化を図りながらクランプリングをブラダー12に迅速に装着する。
【解決手段】ブラダー12を旋回台41に供給して一側外方、一側内方リング片によりその一端部を把持した後、旋回台41、ブラダー12を旋回軸回りに半回転させ、その後、前記リング片同士を手持ちの締結工具 119により締結し、次に、旋回台41、ブラダー12を旋回軸回りに半回転させた後、他側外方、他側内方リング片21、24によりブラダー12の他端部を把持し、次に、これらリング片同士を締結工具 119により締結したが、前記リング片同士の締結時のいずれにおいても、締結されるリング片は上側に位置しているので、手持ちの締結工具 119を用いての作業者Mによる締結作業は迅速かつ容易となり、省力化を図ることもできる。
(もっと読む)
71 - 80 / 881
[ Back to top ]