
国際特許分類[B29C35/02]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 加熱,冷却または硬化,例.架橋,加硫;そのための装置 (1,254) | 加熱または硬化,例.架橋,加硫 (1,199)
国際特許分類[B29C35/02]の下位に属する分類
液体,気体または蒸気を用いるもの (186)
波動エネルギーまたは粒子線照射によるもの (110)
誘電加熱 (22)
国際特許分類[B29C35/02]に分類される特許
41 - 50 / 881
タイヤ加硫用モールドの製造方法およびタイヤ加硫用モールド
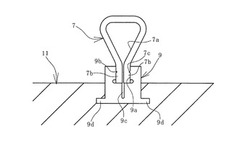
【課題】モールドに埋設される筒状体を用いて排気機構となる微小すき間を備えたモールドをする際に、石膏鋳型に対する筒状体のセッティング作業を容易にして生産性を向上できるタイヤ加硫用モールドの製造方法およびタイヤ加流用モールドを提供する。
【解決手段】石膏鋳型11の表面に突設した板状の固定金具9の嵌合部9aに、板状体の両端部7bの内周面どうしを対向させて形成した筒状体7を、対向させた両端部7bを嵌合部9aに挿入して嵌合させて、対向させた両端部7bのすき間を狭くして、両端部7bの先端を石膏鋳型11の表面に接するように配置した後、石膏鋳型11の表面に溶融金属を流し込んで筒状体7をモールドに埋設するとともに、対向させた両端部7bの先端をモールドのタイヤ成形面に露出させ、モールドから固定金具9を除去して、対向させた両端部7bの間に微小すき間を設けたモールドを製造する。
(もっと読む)
成形品の製造方法および成形品

【課題】加熱中に熱膨張を生ずる成形材料のスタンピング成形において、成形サイクルを短縮させ、かつ、厚みが不均一な材料についても均一に加熱できる成形材料の製造方法を提供する。
【解決手段】不連続強化繊維基材に熱可塑性樹脂を含浸してなる成形材料を、次の(A)〜(C)の工程を経て加熱して後、プレス成形する成形品の製造方法で(A)がオフラインにて実施されることを特徴とする。(A)その表面温度および中心温度のそれぞれが成形温度域となるまで昇温する第一の加熱工程3a。(B)成形品前駆体を第二の加熱工程(C)に搬送する工程であって、かかる工程中における成形品前駆体の表面温度および中心温度のそれぞれが、特定の関係を満たす搬送工程2。(C)成形品前駆体を加熱して、その表面温度および中心温度のそれぞれを、成形温度域まで昇温する第二の加熱工程3b。
(もっと読む)
樹脂成形用電磁誘導加熱式金型装置
【課題】キャビティ面に均一に加熱することができる電磁誘導加熱式金型を提供する。
【解決手段】樹脂成形用金型を有する装置であり、この金型を構成する2つの型は、互いに向かい合う面に、それぞれ、キャビティ面12a、12bが形成され、2つの型は、それぞれ、キャビティ面を有する部位に磁性金属部14aが配され、その磁性金属部の外面に、誘導コイル保持部15及び非磁性金属部14bが順に配され、絶縁樹脂製の誘導コイル保持部及び非磁性金属部が順に配され、誘導コイル保持部には、複数の誘導コイル15aが、当該型のキャビティ面からの距離の最大と最小の差が5mm以内に配されると共に、キャビティの対角中心を基準としたとき、最も外側に配される誘導コイルが、キャビティ外周縁から30mmの範囲内に配された樹脂成形用電磁誘導加熱式金型装置を用いる。
(もっと読む)
金型表面処理方法、および金型表面処理装置
【課題】金型の成形面に付着する汚れ、その中でも酸化膜を還元処理し、本来の金型素材面を露出させることによって成形品の不良発生を低減できる金型の処理方法と処理装置を提供する。
【解決手段】第1モールドベースと第2モールドベースを対向配置させ、パーティングライン面を介して内部にキャビティーを形成し、前記キャビティー内に成形材料を注入し、固化させて成形体を得る金型であって、前記第1モールドベースは前記キャビティーの一方の成形面となる第1成形面を備え、前記第2モールドベースは前記キャビティーの他の一方の成形面となる第2成形面を備え、前記成形体の成形工程前に、少なくとも前記第1成形面と前記第2成形面とを低酸素分圧雰囲気として、前記第1成形面と前記第2成形面とを加熱する金型表面処理方法。
(もっと読む)
空気入りタイヤの加硫方法
【課題】金型内における加硫時間を短縮して高額な金型の台数を減少させて設備費用を削減するとともに、過加硫を軽減して、タイヤの加硫度の適正化を図るものである。
【解決手段】加硫工程を前段と後段の2段階として、前段の加硫工程ではタイヤの表面デザインが刻印された金型を使用し、後段の加硫工程ではタイヤの表面デザインを有さない型でタイヤの外側を拘束し内圧を充填して加硫する。前記後段の加硫工程にて、タイヤの外側を拘束する型に加熱装置を組み合わせ、前段の加硫終了時点において、少なくとも加硫の遅れている部位へ型を配置することで後段加硫を行う。型の加熱方法としては、型の内部に、ヒーターを埋め込んだり、通気孔を設けてスチーム等の熱媒体を通過させることができ、タイヤの肉厚部に相当する位置でのヒーターや通気孔を設ける密度を高くしたり、肉厚部のヒーター温度を高くすることにより適正な加硫を行うことができる。
(もっと読む)
タイヤ用モールド
【課題】ブロックがしっかりと固定され、使用後でも分解可能なモールドの提供。
【解決手段】内面にキャビティ面7が形成されたタイヤ用モールド1であって、間にスリット28を形成しつつ並列された複数の板状ピース13、14を有するブロック6と、ブロック6が嵌合されうる凹所21を有するホルダ5と、凹所21に嵌合されたブロック6を凹所21に対して着脱可能に固定する固定部材とを備えており、この固定部材が、ホルダ5を貫通してブロック6のピン穴19に係合しうる固定ピン20であり、固定ピン20を緩めることにより、ブロック6のホルダ5への嵌合及び取り外しが可能となる。
(もっと読む)
自動二輪車用ラジアルタイヤおよびその製造方法
【課題】成形および加硫工程を経た後もベルトコードの配列の均一性を確保できると共に、コード本数の自由度の制限もなく、さらに、加工性および過渡特性も向上させることができる自動二輪車用ラジアルタイヤを提供する。
【解決手段】カーカスとトレッドの間にベルトが配置されている自動二輪車用ラジアルタイヤであって、ベルトはベルトコードがタイヤ周方向に沿って配置されるベルトコード配列体と交差する複数本の横糸とを備えた網状体であり、ベルトコード配列体はアラミド繊維製で5cm幅当たりの打ち込み本数は30〜50本であり、横糸の切断強度がベルトコードの10〜30%であり、ベルトコードと横糸の交差部は融着されており、トレッドはタイヤ半径方向内側にベース層および外側にキャップ層を備えており、ベルトコード配列体のベルトコード間に、ベース層のゴムが浸透、充填されて、ベース層とベルトが一体に形成されている。
(もっと読む)
自動二輪車用ラジアルタイヤおよびその製造方法
【課題】従来の特性を維持しつつ、走行時にベルト端を起点とした損傷の発生を防止することができ、さらに高速耐久性および加工性を向上させることができる自動二輪車用ラジアルタイヤ、およびその製造方法を提供する。
【解決手段】カーカスとトレッドの間にベルトが配置されている自動二輪車用ラジアルタイヤであって、ベルトは交差する第1ベルトコード配列体と第2ベルトコード配列体とを備えた網状体であり、各ベルトコード配列体はアラミド繊維製のベルトコードで形成され、5cm幅当たりの打ち込み本数は30〜50本であり、ベルトコードはタイヤ周方向に対して15〜26°の角度に配置されて各交差部は融着されており、トレッドはタイヤ半径方向内側に位置するベース層と外側に位置するキャップ層とを備えており、ベルトのベルトコード間にベース層のゴムが浸透、充填されて、ベース層とベルトとが一体に形成されている。
(もっと読む)
タイヤ加硫成形用金型およびタイヤの製造方法
【課題】コストダウンを図りつつ商品価値を高める上で有利なタイヤ加硫成形用金型を提供すること。
【解決手段】各セクター20は、トレッド面を成形用の金型面26と、縦溝成形用の縦溝成形骨28と、ウェアインジケータ成形用の凹部30とを備えている。凹部30は、周方向に隣り合うセクター20の分割面20Aを含んだ箇所毎に形成されている。分割面20Aにおいて周方向に互いに隣り合う各セクター20のウェアインジケータ成形用凹部30を形成する箇所の一方に、金型面26からの寸法が互いに異なる高所32と低所34のうちの一方が形成されると共に、ウェアインジケータ成形用凹部30を形成する箇所の他方に、高所32と低所34のうちの他方が形成されている。周方向に隣り合うセクター20の分割面20Aが合わされた状態で、高所32と低所34とで段差36が形成される。
(もっと読む)
台タイヤ製造方法及びタイヤ製造方法並びに台タイヤ
【課題】未加硫の台タイヤの加硫において、加硫不足や過加硫が生じることを抑制し、均一な加硫度の台タイヤを得ることが可能な台タイヤ製造方法、及び、当該台タイヤを用いたタイヤ製造方法並びに台タイヤを提供する。
【解決手段】トレッドゴムを貼着するトレッド領域を有する加硫済み台タイヤの製造方法であって、未加硫の台タイヤを加硫金型により外側から包囲し、台タイヤにおけるサイド領域を第1加熱手段により加熱し、サイド領域よりもタイヤ厚さが厚いトレッド領域を第2加熱手段により加熱し、第2加熱手段によってトレッド領域に与えられる熱量が、第1加熱手段によってサイド領域に与えられる熱量よりも少なくなるように加硫成型するようにした。
(もっと読む)
41 - 50 / 881
[ Back to top ]