
国際特許分類[B29C35/08]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 加熱,冷却または硬化,例.架橋,加硫;そのための装置 (1,254) | 加熱または硬化,例.架橋,加硫 (1,199) | 波動エネルギーまたは粒子線照射によるもの (110)
国際特許分類[B29C35/08]の下位に属する分類
不定長の物品のためのもの (5)
国際特許分類[B29C35/08]に分類される特許
21 - 30 / 105
ゴム成形品の加硫方法及び装置
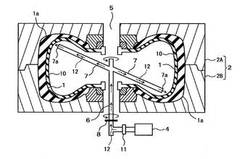
【課題】ゴム成形品の加硫時間を短縮することができる加硫方法及び装置を提供する。
【解決手段】代表的なゴム成形品であるタイヤの場合において、金型2に装着された未加硫タイヤ1の厚肉部であるショルダー部1aを、導波管3を通じてマイクロ波12であらかじめ加熱してから、ブラダー10に高圧水蒸気を充填して膨張させて通常の加硫成形を行なうようにする。
(もっと読む)
成形体の製造方法

【課題】湾曲した形状を有しながらマトリックス中に複数の柱状構造体が略同一方向に配向されている成形体の製造方法を提供すること。
【解決手段】本発明の成形体の製造方法は、光重合性体からなるマトリックスと、マトリックス中に配設された該マトリックスと屈折率が異なる複数の柱状構造体とを備えた少なくとも一部に湾曲形状を有する成形体10の製造方法であって、架橋構造を有する材料に光重合性組成物を含浸させて含浸物とするステップと、含浸物16を湾曲した状態にして配置するステップと、配置された含浸物に平行光を照射し、光重合性組成物を硬化させるステップとを備えていることを特徴とする。
(もっと読む)
金型、金型を製造する方法、および前記金型を用いてプラスチックまたは複合材料製品を製造する方法
本発明は、キャビティの境界を画定する少なくとも1つの下部および1つの上部を含む誘導加熱金型に関し、キャビティ内部で成形材料が20℃を超える温度Ttrにされ、成形材料は、導入されかつその後成形され、金型の部分の少なくとも1つは、成形材料に熱を伝達する領域を有し、伝熱領域は、キュリー点Tcが20℃と800℃との間である少なくとも1つの強磁性材料からなる少なくとも1つの下位領域を含み、少なくとも1つの下位領域は、成形材料と接触し、および/または熱伝導率が30W.m−1K−1を超える非強磁性コーティングと接触する。本発明はまた、本発明にかかる金型を用いてプラスチック製品または複合材料製品を製造する方法に関する。 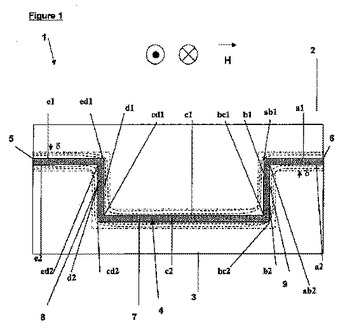 (もっと読む)
(もっと読む)
印刷基材、印刷原版及び印刷版の製造方法、並びに印刷基材の製造装置
【課題】印刷基材の生産性が高く、印刷基材の樹脂層の表面がべとつかず、かつ、印刷基材の熱硬化性樹脂組成物の低粘度化を抑制した、印刷基材の製造方法を提供する。
【解決手段】繊維状物質を含む熱硬化性樹脂組成物(20)を電磁誘導性支持体(10)の表面上に配置する工程Aと、前記電磁誘導性支持体(10)を高周波誘導加熱することにより、前記樹脂組成物(20)が前記電磁誘導性支持体(10)と接する面側から前記電磁誘導性支持体(10)と離れる方向に、前記熱硬化性樹脂組成物(20)を硬化させて、前記電磁誘導性支持体(10)の表面上に繊維強化樹脂層を形成する工程Bと、を含む印刷基材の製造方法である。
(もっと読む)
樹脂成形用のゴム型、樹脂成形装置及び樹脂成形方法
【課題】交換用、多品種用のゴム型の製造に用いるゴム材料の使用量を低減させることができ、ゴム型の型開きを簡単な構造によって防止し、かつ光発生手段の制約を緩和することができる樹脂成形用のゴム型、樹脂成形装置及び樹脂成形方法を提供すること。
【解決手段】樹脂成形用のゴム型2は、熱可塑性樹脂5の成形品6を成形するキャビティ213を形成してなる中子型21と、中子型21を内部に配置する形状を有するベースモールド型22とからなる。中子型21とベースモールド型22とが合わさる接触面23には、複数の分割型部211の型開きを防止するために真空状態にする型空間24が形成してある。型空間24は、接触面23において、中子型21とベースモールド型22とが互いに接触する接触部と互いに接触しない溝部とを繰り返し交互に形成してなる。
(もっと読む)
熱可塑性樹脂成形品の成形方法
【課題】大型又は複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる熱可塑性樹脂成形品の成形方法を提供すること。
【解決手段】配置工程においては、ゴム型2のキャビティ22の一部に、その形状に沿った形状の固形状態の第1熱可塑性樹脂3Aを配置すると共に、キャビティ22の残部に、粒子状態の第2熱可塑性樹脂3Bを配置する。次いで、加熱工程においては、ゴム型2を介してキャビティ22内における第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bに、0.78〜2μmの波長領域を含む電磁波Xを照射し、これらを加熱して溶融樹脂として溶融させる。そして、冷却工程においては、キャビティ22内の溶融樹脂を冷却して、第1熱可塑性樹脂3Aと第2熱可塑性樹脂3Bとが一体化した熱可塑性樹脂成形品を得る。
(もっと読む)
シート状積層体の加熱方法
【課題】製品の外部と内部の温度差が小さくなるよう効率よく加熱することができ、更には加熱時間の短縮やエネルギーコストの削減も図ることができるシート状積層体の加熱方法を提供する。
【解決手段】シート状本体の表面に樹脂皮膜層が積層されたシート状積層体を、赤外線ヒータを備えた連続炉の第1加熱域において表層温度が目標温度に達するまで昇温する。次いで、均熱域において表層温度の急降下を抑制する程度に加熱温度を制限して表層側から内部側への伝熱により内部温度を上昇させる。最後に、第2加熱域において表層温度を目標温度まで再び昇温して、シート状積層体の表層温度及び内部温度が目標温度範囲内となるように加熱する。
(もっと読む)
紫外線照射装置
【課題】 複数のLEDをライン方向に列設した場合においても、照射領域において均一な照度分布を得ることができ、また、紫外線の照射効率を向上させることが可能な紫外線照射装置を提供する。
【解決手段】 紫外線照射装置は、照射面1に沿ったライン方向に列設された紫外線を射出するLED2と、この複数個のLED2の前方においてライン方向に沿って配設され、ライン方向と直交する方向にのみパワーを有するシリンダーレンズ3と、その光軸が各LED2の光軸5と一致する状態で複数個のLED2に各々対応して列設され、その光軸の全周方向にパワーを有することにより、LED2より射出された紫外線の光束を狭角とするためのメニスカスレンズ4とを備える。
(もっと読む)
複数列拡張可能LED−UVモジュール
いずれのUV硬化応用例にも容易にカスタマイズ可能なように、UV硬化プロセス内で容易に交換可能で、高い分解能で長さが拡大縮小可能であるLED−UVランプである。このLED−UVランプは、LEDの複数の列を組み込むことができ、数インチの距離で基板に放射強度を効果的に供給する、対応する光学系を含むことができる。 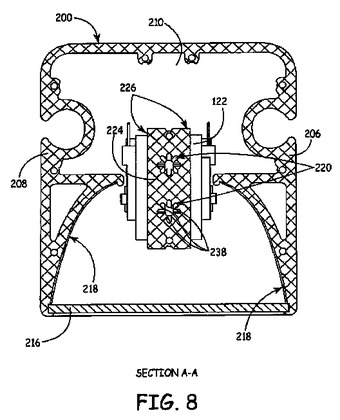 (もっと読む)
(もっと読む)
ウエハレンズの製造方法
【課題】正のパワーを有するレンズ部を構成する光硬化性樹脂を均一的に硬化させる。
【解決手段】ガラス基板2の表裏両面に対しそれぞれ光硬化性樹脂製のレンズ部4a,6aが形成されたウエハレンズ1の製造方法が開示されている。当該製造方法では、前記光硬化性樹脂に光照射して一方の面に凹レンズ部6aを形成する工程と、前記光硬化性樹脂に光照射して他方の面に凸レンズ部4aを形成する工程と、を備え、凸レンズ部4aが入射光を集束させる正のパワーを有し、その正のパワーを有する凸レンズ部4aを形成する工程では、それを構成する前記光硬化性樹脂に対し平行光を入射させる。
(もっと読む)
21 - 30 / 105
[ Back to top ]