
国際特許分類[B29C37/02]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | グループ33/00または35/00に包含されない構成部品,細部,付属装置または補助操作 (101) | 突起またはバリの除去 (67)
国際特許分類[B29C37/02]の下位に属する分類
国際特許分類[B29C37/02]に分類される特許
1 - 10 / 63
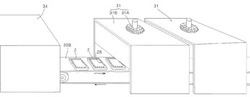
クッションパッドの製造方法及び製造装置
【課題】シート用クッションパッドの製造方法及び製造装置において、製品性能への影響や製造効率の低下を招くことなく、バリ取りの作業性を向上させることができるものを提供する。
【解決手段】クッションパッド2を発泡成形型1から脱型した後、特にはクラッシング装置34を通過した後に、送風冷却装置31中にて、搬送しつつ、クッションパッド2のバリ形成側の面(裏面)に風をあてる。これにより、発泡成形体の平均表面温度(バリ26の根元部)を35℃以下、好ましくは30℃以下に冷却する。このように適度に冷却されると、未だ硬化が完了していないバリ26の根元部は、「粘り気」が低減され、また、硬くもならないので、切断除去の作業性が向上する。一例において、切断除去の時間は、10%低減される。
(もっと読む)
バリ除去方法およびレーザ加工方法

【課題】被加工物にレーザビームによるダメージを与えることなく精度良くバリを除去するバリ除去方法を提供する。
【解決手段】レーザ照射装置のレーザ照射範囲にバリ2および表面部1aが含まれるように被加工物1を載置するとともに、レーザ照射装置から照射するレーザビームLの焦点位置Pをバリ2よりも遠い位置に設定し、バリ2および表面部1aに対してレーザ照射装置からレーザビームLを照射する。レーザビームLを確実にバリ2に照射して当該バリ2を精度良く除去することができ、また、表面部1aではレーザビームLが乱反射しレーザビームLの強度が適度に弱められるので、被加工物1にレーザビームLによるダメージが与えられない。
(もっと読む)
成形装置
【課題】基材の外周不要部分を人手によらないで取り除くことが可能な成形装置を提供する。
【解決手段】基材をプレス成形可能な一対の成形型7と、基材の側部にアンダーカット部を成形可能なスライド型とを型閉じすることによって形成される成形空間から外部にはみ出た外周不要部分72を切断することで成形品が成形される成形装置であって、下部不要部分72cを切断する下部切断刃9と、側部不要部分を切断するスライド型側切断刃と、下部不要部分72cを下方へ取り除く取り除き装置40とを備え、取り除き装置40は、下部不要部分72cを保持可能な保持刃36と、保持された下部不要部分72cに対して、保持刃36と同じ側から当接すると共に、その当接面34sが下方側に傾斜して設けられた傾斜当接部34と、傾斜当接部34が下部不要部分72cと当接した状態で、下部不要部分72cの保持を解除する解除機構と、を有する。
(もっと読む)
薄板樹脂成形品のバリ処理方法
【課題】薄板樹脂成形品の周縁部に発生するバリを、バリ片を生じさせることなく容易に処理する方法を提供する。
【解決手段】薄板樹脂成型品12bが光吸収する波長のレーザビーム30sを用いて、バリが存在する薄板樹脂成形品12bの端面に前記レーザービーム30sを入射し、前記端面に一様に照射できるように前記レーザービーム30sを走査し、前記レーザービーム30sの光吸収により、前記薄板樹脂成形品12bの端面に存在するバリを溶融収縮させてその端面に固着させることによりバリを処理する。
(もっと読む)
ガスケット成形品の製造方法
【課題】ガスケット本体のみならず表面処理層についても異物付着や汚染、傷付きなどを有効に抑制するガスケット成形品を製造する方法を提供する。
【解決手段】基板11の一面11aに表面処理層12を設けるとともに他面11bにゴム状弾性体よりなるガスケット本体13を一体成形してなるガスケット成形品を製造する方法であって、表面処理層を設けた基板11に対しガスケット本体13を一体成形する第1工程と、成形品を置き台上に仮置きする第2工程と、成形品を打ち抜き加工して製品部からバリ部を切除する第3工程とを順次実施する。このとき成形品を置き台上に仮置きする際に、第1工程時に、成形品におけるバリ部に相当する位置にゴム状弾性体よりなる突起状の脚部17を一体成形し、第2工程時に、脚部をもって成形品を置き台に接触させ、第3工程時に、脚部をバリ部の一部として切除する。
(もっと読む)
樹脂成形品バリ取り装置
【課題】装置自体を小型化し、樹脂成形品の外形縁に沿って互いに密接した状態で配置して樹脂成形品のバリ取り作業を高い精度で効率的に行い、製品の仕上げを良好に行うバリ取り装置を提供する。
【解決手段】樹脂成形品13の内面形状に一致し、樹脂成形品13が載置される突所を有した成形品支持部材11と、成形品支持部材に載置された樹脂成形品13の外形縁に沿って相互が密接するように多数配置されたバリ取り部材21とを備える。各バリ取り部材21は、互いの軸線が平行し、回り止め状態で摺動するように支持された複数本のピストンロッド23bを有したシリンダ部材23と、上記ピストンロッド23bの軸端部に固定され、複数個の放熱部を有した放熱部材25と、該放熱部材25に設けられる加熱部材27と、該加熱部材27に設けられ、相対する樹脂成形品の外形縁に一致する突状からなる加熱刃29からなる。
(もっと読む)
樹脂フィルムのバリ取り方法及び積層体の切断方法
【課題】樹脂フィルムに切り込みを入れた際に生じるバリを除去する方法を提供する。
【解決手段】カッター2を樹脂フィルム4に圧接させ、カッター2を樹脂フィルム4に対して相対的に移動させることによって、樹脂フィルム4に切り込み6を入れた後、切り込み6を入れた部分を押圧部材で押圧して、切り込み6によって生じたバリ41を押し潰す。ここでバリ41を取り除いた後の樹脂フィルム4aの表面の平面度をより高くする観点からは、押圧部材をローラ部材とし、押圧部材の中心軸を切り込み方向に対して略垂直として、切り込み6の部分を転動させるのが好ましい。ローラ部材の直径としては1〜10mmの範囲が好ましい。
(もっと読む)
箔バリ除去装置
【課題】文字等の箔を転写した場合に成形品の側面に生じる箔バリを除去する際に、市販の粘着テープが使用可能で、かつ粘着テープの使用量を大幅に削減することが可能な箔バリ除去装置を提供する。
【解決手段】側面に箔バリが生じた成形品がセットされる治具10が設けられた回転テーブル2、前記成形品を前記治具にセットし、箔バリ除去後の成形品を前記治具10から除去する移動手段3、前記成形品の側面の箔バリを付着させる粘着テープ20を、前記治具10にセットされた成形品の箔バリの前に送り出すテープ供給手段4、およびパッドをスライドさせて前記粘着テープ20を前記成形品に押し付けて箔バリを粘着テープに付着させるスライド機構6を備えた箔バリ除去装置であって、前記成形品は線状の箔バリが水平に位置するように前記治具10にセットされ、前記粘着テープ20が送り出される方向は、水平に位置する箔バリに対して傾斜している。
(もっと読む)
自動車用バンパーのバリ取り方法
【課題】自動車バンパーでのバリ取り方法に関し、特に、ランプ類装着用開口部が形成されている樹脂製バンパー成形時に生じるバリに対して、手軽にバリ取りがおこなえ、バリ取り後の切削面も美しいバリ取り方法を提供する。
【解決手段】バリ連出部分に対して冷却用液化ガスを噴射接触させてバリ及びバリ連出部分を樹脂製バンパー形成部材の低温脆化点より低温に冷却し、この冷却されたバリ連出部分に回転切削体4を作用させて、自動車用バンパー本体1部分からバリを機械的に除去する。
(もっと読む)
半導体製造装置、及び半導体装置の製造方法
【課題】リードフレームからランナー樹脂を分離することを容易にすることができる。
【解決手段】第1押さえ部材100は、ランナー樹脂320が一面側に凸状に湾曲する形状にリードフレーム300を保持している。第2押さえ部材200のうち第1押さえ部材100と対向する面は、凸状に湾曲したリードフレーム300に沿う形状を有している。制御部150は、ランナー樹脂320と重なる位置に設けられた貫通穴120を通して可動な複数のピン140を、両端部から中心部に向けて順次ランナー樹脂320を押し上げる方向に突出させる。
(もっと読む)
1 - 10 / 63
[ Back to top ]