
国際特許分類[B29C41/14]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型,コアまたはその他の基体を被覆することによる成形,すなわち.材料を付着し成形品を剥離することによる成形;そのための装置 (2,096) | 一定長の物品,すなわち.不連続物品,を製造するためのもの (657) | コアの浸漬によるもの (46)
国際特許分類[B29C41/14]に分類される特許
31 - 40 / 46
無端ベルトの製造方法、及び該製造方法に用いる装置
【課題】 高い生産効率で無端ベルトを製造する無端ベルトの製造方法、及び該製造方法に用いる装置を提供する。
【解決手段】 芯体を、該芯体の外径より大きい内径の円孔を有する環状体が液面上に設置された塗液に浸漬させた後、該芯体の軸方向を鉛直方向に配置し、該塗液から相対的に上昇させて前記円孔を通過させることにより、塗膜を芯体の外表面に形成する塗膜形成工程と、前記芯体の外表面に形成された塗膜を少なくとも加熱乾燥することにより、前記芯体の外表面に被膜を形成する被膜形成工程と、前記芯体の外表面に形成された被膜を芯体から抜き取る被膜抜き取り工程と、を有する無端ベルトの製造方法であって、少なくとも前記塗膜形成工程において塗液に浸漬させる前の芯体を、その軸方向を鉛直方向に配置し、中心軸を中心に回転が可能な状態で保持することを特徴とする無端ベルトの製造方法及び装置。
(もっと読む)
透明ポリイミド複合管状物およびその製造方法
【課題】
優れた光透過率と機械的特性および耐薬品性を有し、気泡などの欠陥がなく背面露光感光ドラムの透明支持体あるいは転写、定着など電子写真方式の画像成形装置等の部材に有用な透明なポリイミド複合管状物、及びこのポリイミド複合管状物を低コストで簡易的に製造できる方法を提供すること。
【解決手段】
機械的特性の高い内層及び光透過率の高い外層からなる少なくとも2層のポリイミド樹脂被膜からなる管状物であって、前記被膜の光透過率が波長550nmにおいて50%以上であり、引張強度が15kgf/mm2以上、引張弾性率が350kgf/mm2以上の特性を有する透明ポリイミド複合管状物及びその製造方法。
(もっと読む)
アクリル系プラスチゾル組成物及び成形品
【課題】低粘度で高い粘度経時安定性を有し、かつブリードの無い均一で柔軟な薄膜が得られ、耐ブロッキング性、耐熱性、難燃性において優れた成形品を得る事ができる浸漬成形法に好適なアクリル系プラスチゾル組成物を提供する。
【解決手段】アクリル系重合体微粒子(P)及び可塑剤(A)を含むプラスチゾル組成物において、アクリル系重合体微粒子(P)がコア/シェル構造を有する一次粒子から成り、該一次粒子の平均粒子径が300nm以上であり、かつ互いに反応する官能基の一方を該一次粒子のコア重合体に導入し、他方をシェル重合体に導入したアクリル系プラスチゾル組成物;並びに、このアクリル系プラスチゾル組成物を用いて浸漬成形法により成形された成形品。
(もっと読む)
低表面抵抗率のディップ成形品
本発明は、表面抵抗率が低く、さらに超純水で洗浄した後においても、従来品より表面抵抗率が低いディップ成形品に関する。本発明のディップ成形品は、20℃、相対湿度65%の雰囲気下で測定される表面抵抗率が107〜1010Ω/squareである。本発明のディップ成形品は、表面抵抗率が低いので、精密電子部品製造用および半導体部品製造用の手袋として好適に使用できる。 (もっと読む)
無端ベルトの製造方法
【課題】簡易且つ合理的で、短時間に無端ベルトを得ることができる無端ベルトの製造方法を提供すること。
【解決手段】例えば、溶融状態で押出し成形や遠心成形、ポリマー溶液又はポリマーアロイの溶液の塗布又は流延して、耐熱樹脂からなる無端ベルトを得る場合、その耐熱性樹脂中に光熱変換材料を添加し、製造過程において、少なくとも1回の光照射を行い光熱変換材料を発熱させる。また、耐熱性樹脂の前駆体溶液を用いて、耐熱性樹脂からなる無端ベルトを得る際には、この前駆体溶液に予め光熱変換材料を添加しておき、その製造過程において少なくとも1回の光照射を行い光熱変換材料を発熱させる。
(もっと読む)
無端ベルトの製造方法、無端ベルト、および定着装置
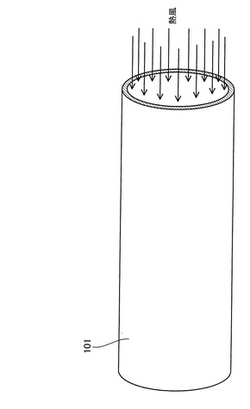
【課題】 長手方向に亘り外径の均一性が高い無端ベルトを提供する。
【解決手段】 円筒状芯体101の外表面に、耐熱性樹脂の前駆体溶液を所定の膜厚で塗布して、前駆体溶液の塗膜を形成する塗布工程と、円筒状芯体101の内部に加熱された気体を送風し、塗膜を乾燥させる乾燥工程と、乾燥工程後の塗膜を焼成して耐熱性樹脂皮膜を形成する焼成工程とを含んでいる。
(もっと読む)
電子写真用ローラの製造方法および電子写真用ローラ

【課題】 被覆層に塗膜ムラのない均一な画像特性を有する電子写真用ローラの製造方法およびこの方法で製造した電子写真用ローラを提供する。
【解決手段】 導電性軸芯体上に少なくとも導電性弾性および被覆層を順次積層する電子写真用ローラの製造方法において、該被覆層の積層工程が、平均粒径3μm以上30μm以下の絶縁性粒子を含有する塗工液へ被塗工物を浸漬しその後引き上げるディップ塗工により塗工層を形成する塗工工程を含み、該塗工工程が、該塗工物の浸漬および引上のいずれの工程も塗工層上部より該塗工液が常にオーバーフローする条件のもとで、且つ以下の関係式を満たす条件のもとで行われることを特徴とする電子写真用ローラの製造方法。
0.5≦s≦2.5 (1)
B/s≧3 (2)
(式中、Bは、塗工槽の塗工液流路の断面積[cm2]を表し、sは被塗工物の浸漬断面積[cm2]を表す。)
(もっと読む)
電子写真用ローラの製造方法及び電子写真用ローラ
【課題】 ローラ状の被塗工物(基層ローラ)を長手方向を鉛直にして浸漬した後、これを引上げることにより被塗工物の周囲に塗膜(表面層)を形成する方法において、引上げ時のローラ上端部から中央部の範囲に、ムラや長手方向のスジ等の塗膜欠陥が発生せず、均一膜厚とする電子写真用ローラの製造方法及び電子写真用ローラを提供することにある。
【解決手段】 液粘度及び液温を一定に調整した塗料中に、ほぼ均一外径のローラ状の被塗工物の長手方向を鉛直にして浸漬した後、これを引上げることにより被塗工物の外周に塗膜を形成する方法であって、引上げ開始時はローラの上端部からローラ全長の2%長さ以内を引上げ最大速度の70%以下の一定速度で行い、その後の引上げを最大速度から減速度で行い、均一膜厚とすることを特徴とする電子写真用ローラの製造方法、この電子写真用ローラの製造方法を用いて製造されたことを特徴とする電子写真用ローラ。
(もっと読む)
ディップ成形品の製造に好適なポリマーラテックス
【解決手段】本発明は、ラジカル乳化重合によって作られたポリマーラテックスであって、少なくとも1つの共役ジエン成分に由来する構造単位を含有するポリマー粒子を含み、該ポリマー粒子は、最低でも50℃のガラス転移温度(Tg)を有する少なくとも1つの硬質相部分、および最高でも10℃のガラス転移温度(Tg)を有する少なくとも1つの軟質相部分を含み、ポリマー粒子の総重量に対して硬質相部分の総量が2〜40重量%であり、軟質相部分の総量が60〜98重量%であり、Tgは、ASTM D3418-03に従ってDSCで測定し、該ポリマーラテックスは、臨界凝集濃度として測定した電解質安定性(pH10で0.1%のラテックスの総固体含量を測定)が30mmol/l CaCl2未満であり、ディップ成型品の製造に特に好適なポリマーラテックスに関する。さらに、本発明は、このようなポリマーラテックスの製造方法、ディップ成型品の製造のための該ポリマーラテックスの使用、ディップ成型品の製造に好適な複合ポリマーラテックス組成物、ディップ成型ラテックス品の製造方法、およびそれによって得られるラテックス品に関する。 (もっと読む)
スラッシュ成形、回転成形またはディップ成形用のプラスチゾル組成物
【課題】 金型を用いるスラッシュ成形、回転成形、ディップ成形において、成形品の特性を損なう事なく、比較的低温で成形が可能であり、成形品からのブリードの発生が少なく、粘度安定性が優れたプラスチゾル組成物を提供する。
【解決手段】 本組成物は、ペースト用アクリル樹脂、好ましくはコアシェル構造のアクリル樹脂、ペースト用ポリ塩化ビニル樹脂、ヘキサヒドロフタル酸ジエステル系の可塑剤、および安定剤その他の添加剤を含むものである。
(もっと読む)
31 - 40 / 46
[ Back to top ]