
国際特許分類[B29C43/52]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 構成部品,細部または付属装置;補助操作 (1,859) | 加熱または冷却 (191)
国際特許分類[B29C43/52]に分類される特許
51 - 60 / 191
光学素子成形方法および光学素子成形装置
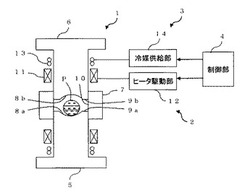
【課題】プリフォーム内の残留応力による光学素子の転写不良を抑制した光学素子成形方法を提供する。
【解決手段】プリフォームPを下型5に形成された窪みに配置し、配置されたプリフォームPを所定の成形温度より高い温度で溶融するように加熱し、加熱されたプリフォームPを所定の成形温度まで冷却し、所定の成形温度に達したプリフォームPを上型6と下型5と胴型7とで囲まれる空間内で圧縮して光学素子を成形する。
(もっと読む)
再生アクリル材およびその製造方法

【課題】アクリル樹脂廃材を再生利用した再生アクリル材を提供する。
【解決手段】アクリル樹脂製の廃材を粉砕して得た粒状の粉砕片を多数寄せ集めた状態で加熱して各粉砕片の表面部のみを溶融または軟化させた後、その加熱済み粉砕片を非加熱下で加圧することにより、再生アクリル材が得られる。この再生アクリル材では、各粉砕片の溶融または軟化した表面部以外の中核部31が溶けずに元のまま存在すると共に、一つの中核部31を取り巻く溶融または軟化した部分と、他の中核部31を取り巻く溶融または軟化した部分とが互いに融着して、隣り合う中核部を連結する連結領域32を形成している。
(もっと読む)
レンズの製造方法
【課題】光学歪みが殆ど生じていないレンズを作製することが可能な製造方法を提供する。
【解決手段】本発明に係るレンズの製造方法は、樹脂製のレンズを、該レンズとなるレンズ中間体に対してプレス成型を施して製造する方法であって、第1工程と第2工程とを有している。ここで、第1工程では、プレス成型用の金型内にレンズ中間体を嵌めた後、金型にプレス圧力を加えずにレンズ中間体の温度を、該レンズ中間体を構成している樹脂材のガラス転移温度Tgより高い第1所定温度T1まで上昇させる。第2工程では、第1工程の実行後、レンズ中間体の温度をガラス転移温度Tg以上の温度に維持した状態で金型にプレス圧力を加え、その後、該金型にプレス圧力を加えた状態でレンズ中間体の温度をガラス転移温度Tgより低い第2所定温度T2まで低下させる。
(もっと読む)
高周波誘導加熱ダブルスチールベルトプレス装置
熱可塑性プラスチック―連続繊維混成複合体製造装置に関し、より詳細には、誘導加熱方式でダブルスチールベルトを使用して急速加熱を可能にし、精密かつ均一な温度制御を可能にした高周波誘導加熱ダブルスチールベルトプレス装置に関して開示する。 (もっと読む)
熱可塑性樹脂成形品の成形方法
【課題】大型又は複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる熱可塑性樹脂成形品の成形方法を提供すること。
【解決手段】配置工程においては、ゴム型2のキャビティ22の一部に、その形状に沿った形状の固形状態の第1熱可塑性樹脂3Aを配置すると共に、キャビティ22の残部に、粒子状態の第2熱可塑性樹脂3Bを配置する。次いで、加熱工程においては、ゴム型2を介してキャビティ22内における第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bに、0.78〜2μmの波長領域を含む電磁波Xを照射し、これらを加熱して溶融樹脂として溶融させる。そして、冷却工程においては、キャビティ22内の溶融樹脂を冷却して、第1熱可塑性樹脂3Aと第2熱可塑性樹脂3Bとが一体化した熱可塑性樹脂成形品を得る。
(もっと読む)
複合繊維体の成形方法
【課題】厚み方向で高密度層と低密度層の密度の変化勾配が緩やかで、吸音性内装材として有効な複合繊維体の成形方法の提供を図る。
【解決手段】成形素材1Aの少くとも片面側から流体熱媒を流通して圧縮成形加工に必要な所要温度に加熱すると共に、他面側にこの加熱温度よりも低い低温領域を設定して、成形素材1Aの厚み方向に温度勾配を付与した状態で成形型3によりコールドプレスすることにより、加熱温度分布領域に高密度層1aが圧縮成形され、低温分布領域には高密度層1aの形状に沿った低密度層1bが加圧成形され、高密度層1aと低密度層1bの密度の変化勾配が緩やかで吸音性内装材として有効な複合繊維体1が形成される。
(もっと読む)
複合積層材料体の成形装置及び方法
【課題】本発明は、複合積層材料体に接する磁性材料体を用いて高周波誘導加熱により、複合積層材料体を加熱してプレス成形することを目的とする。
【解決手段】本発明による複合積層材料体の成形装置及び方法は、加熱手段(4)が上部金型(1)及び下部金型(5)の一方又は両方の表面に形成されるか、又は、複合積層材料体(6)に貼り付けられた磁性材料体(13,14)と、各金型(1,5)の外部に配設され高周波電源(15)に接続されたコイル群(16)と、からなり、前記複合積層材料体(6)は高周波電源(15)及びコイル群(16)による磁性材料体(13,14)の高周波誘導加熱により加熱され、磁性材料体(13,14)のキュリー温度が熱可塑性樹脂の溶融温度あるいは熱硬化性樹脂の硬化温度以上とした構成と方法である。
(もっと読む)
繊維補強材から部品を製造するための方法
【課題】 繊維補強材から部品を製造するための方法を提供する。
【解決手段】 本発明は、繊維補強材から部品を製造するための方法であって、繊維と未硬化ポリマーマトリックスとからなる繊維プリフォームを金型上に配置し、熱電フィルムを繊維プリフォームおよび/または金型上に配置し、負圧または真空をかけながらマイクロ波照射により前記熱電フィルムを加熱し、その結果、繊維プリフォームを加熱してポリマーマトリックスを硬化させる方法に関する。
(もっと読む)
金型及び熱可塑性樹脂系繊維強化複合材料成形品の製造方法
【課題】キャビティ面の加熱及び冷却を急速に行ってハイサイクルに成形材料を成形できる金型、並びに該金型を用いた熱可塑性樹脂系繊維強化複合材料成形品の製造方法の提供を目的とする。
【解決手段】20℃における固有抵抗値が4.0〜100μΩ・cmの磁性金属材料により形成されたキャビティ面14、24を有する上型10及び下型20を具備し、上型10及び下型20のそれぞれに、20℃における固有抵抗値が5.0μΩ・cm以下の非磁性金属材料により形成される冷却回路16、26と、キャビティ面14、24を高周波誘導加熱する誘導加熱コイル17、27が設けられている金型1。また、金型1を用いた熱可塑性樹脂系繊維強化複合材料成形品の製造方法。
(もっと読む)
高速かつ低圧縮の熱可塑性材料の回転式成形機
本発明の一実施形態による成形装置は、複数の深絞り加工用圧縮型を備える。各圧縮型は、型キャビティ及び同型キャビティに対応する型コアを有する。回転支持構造が、型キャビティ及び型コアを互いに対して動作可能に支持する。圧縮型は、回転支持構造により形成される閉路を移動する間に開閉する。型材吐出機構が、各圧縮型に所定量の型材を順次導入する。熱源が、圧縮型を加熱し、型閉鎖機構が、加熱された圧縮型を閉じ、型キャビティ及び型コアの間において型材を圧縮して深絞り部品を形成する。冷却源が迅速かつ活発に圧縮型を冷却し、型開放機構が冷却された圧縮型を開く。取出装置が深絞り部品を圧縮型から取り出す。深絞り部品の形成方法も開示されている。本発明によるシステム及び方法により、深絞り部品の圧縮成形が容易になる。 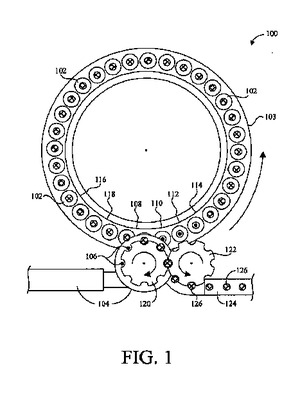 (もっと読む)
(もっと読む)
51 - 60 / 191
[ Back to top ]