
国際特許分類[B29C43/52]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 構成部品,細部または付属装置;補助操作 (1,859) | 加熱または冷却 (191)
国際特許分類[B29C43/52]に分類される特許
71 - 80 / 191
多色成形方法及び多色成形品
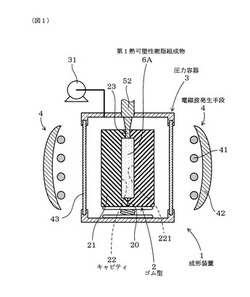
【課題】ゴム型を用いて熱可塑性樹脂の成形を行う場合に、形状、表面精度等の品質を向上させて、成形品に要求される様々な特性を満たすことができる多色成形品を簡単な方法によって成形することができる多色成形方法及び多色成形品を提供すること。
【解決手段】多色成形方法は、ゴム材料からなるゴム型2のキャビティ22内に第1熱可塑性樹脂組成物6Aからなる樹脂粒子を配置する配置工程と、ゴム型2を介してキャビティ22内における樹脂粒子に、0.78〜2μmの波長領域を含む電磁波を照射し、樹脂粒子を加熱して溶融させる加熱工程と、キャビティ22において残された未充填の空洞部分に、第1熱可塑性樹脂組成物6Aと組成が異なる溶融状態の第2熱可塑性樹脂組成物を充填する充填工程と、キャビティ22内の第1熱可塑性樹脂組成物6A及び第2熱可塑性樹脂組成物を冷却して二色成形品を得る冷却工程とを含む。
(もっと読む)
プレス装置

【課題】比較的低出力のヒータにて、高い温度上昇速度で熱盤を加熱可能なプレス装置を提供する。
【解決手段】プレス装置が、複数の温調部のいずれか一つを熱盤内管路に接続することによって熱媒の主循環経路内を形成するものと、複数の温調部のいずれか一つを熱盤内管路に選択的に接続する切換手段と、熱盤内管路に接続すべき温調部を選択する選択手段とを有し、複数の温調部の夫々は、熱盤内管路の出入口と接続可能な熱盤外管路と、熱盤外管路内に配置され熱媒を加熱するヒータと、熱盤外管路内に配置され熱媒を輸送するポンプを有し、各温調部の熱盤外管路内の熱媒が夫々異なる設定温度に維持されるよう制御されている。
(もっと読む)
加熱方法及び加熱システム
【課題】過熱蒸気を利用して加熱を行う際に、新規に供給する過熱蒸気量を低減し、エネルギー効率の向上及び環境負荷の低減を図る。
【解決手段】加熱システム10のボイラ12は、水蒸気供給管14によって過熱蒸気発生装置20に接続され、該過熱蒸気発生装置20は、第1の過熱蒸気供給管22によって、加熱炉30の第1の吹出用配管32に接続される。加熱炉30は、過熱蒸気36の吹出口34を有する第1の吹出用配管32と、吹出口42を有する第2の吹出用配管40を備えている。加熱炉30の過熱蒸気は、吸引ポンプ50により回収されて大部分が再加熱装置64へ送られ、再利用可能な温度に加熱されて、第2の過熱蒸気供給管70により前記第2の吹出用配管40に送られる。前記加熱炉30における第1の吹出用配管32及び第2の吹出用配管40からの過熱蒸気の供給量の比率は、予め設定されている。
(もっと読む)
プリプレグ、プリフォームおよび成形品
【課題】積層成形品には不向きであった薄型成形品にも対応でき、等方的に力学特性に優れた、複雑形状の成形品を得ることができるプリプレグ、ならびにプリフォームを提供すること。
【解決手段】強化繊維基材が繊維長10mmを越える強化繊維が0〜50重量%、繊維長2〜10mmの強化繊維が50〜100重量%、繊維長2mm未満の強化繊維が0〜50重量%から構成された、以下の特徴を有するプリプレグ、ならびに、以下の特徴を備えたプリプレグを積層単位として含むプリフォーム。
特徴:強化繊維単糸(a)と該強化繊維単糸(a)と交差する強化繊維単糸(b)とで形成される二次元配向角の平均値が10〜80度、かつ、23℃での厚み(mm)が0.03〜1mm、引張強度σが0.01MPa以上。
(もっと読む)
成形装置および成形方法
【課題】成形工程におけるエネルギーの利用効率を向上させることが可能な成形技術を提供する。
【解決手段】成形室6の内部に、成形型50が順次移動される加熱ステージ11、プレスステージ12、冷却ステージ13を配置して、加熱、プレス成形、冷却の各工程を実施する成形装置M1において、冷却ステージ13の第1冷却プレート25および第2冷却プレート27の成形型50と反対側の背面に熱発電モジュール30Aおよび熱発電モジュール30Bを配置し、成形型50の冷却過程で得られる熱エネルギーを電力に変換して回収することで、成形工程におけるエネルギーの利用効率を向上させる。
(もっと読む)
光学素子の製造方法及び製造装置
【課題】ガラス素材の加熱時の軟化状態を把握して最適な成形を行う。
【解決手段】光学素子の製造装置10は、ガラス素材45を加熱軟化して成形するものであり、ガラス素材45を気体で浮遊させながら加熱する加熱筒40と、加熱したガラス素材45の変形を検知するカメラ51と、変形の検知結果に基づいてガラス素材45を取り出す取り出し蓋41と、取り出したガラス素材45をプレスする上型20及び下型21と、を有する。
(もっと読む)
赤外透過部材の製造方法
【課題】樹脂に無機微粒子を分散させて複合化した複合材料を用いて、光学素子の成型時に発生する無機微粒子の凝集を抑制できる赤外透過部材の製造方法を提供する。
【解決手段】赤外透過性を有する樹脂材料に、赤外透過性を有する無機材料粒子を分散させた複合材料を加熱成形して、所望の形状の光学素子を形成する。加熱成形後、形成された光学素子を1℃/分以下の冷却速度で徐冷する。
(もっと読む)
木粉固化成形体及びその製造方法
【課題】木粉固化成形体及びその製造方法において、木粉固化成形体が生分解性と再利用性を有する環境に優しい材料からなり、優れた切削性を有し切削工具を傷めず、適度な硬さと強度を有し精密な切削加工が可能で、しかも靭性を有し薄物成形が可能なこと。
【解決手段】木粉固化成形体1の製造方法は、大鋸屑・間伐材チップ2を水分20重量%以下に乾燥する乾燥工程(S10)と、粉砕機で微粉砕して平均粒子径150μmの木粉とする粉砕工程(S11)と、木粉をポリオール樹脂3,エポキシ樹脂4,イソシアネート樹脂6と混合する第1混合工程・第2混合工程(S12,S13)と、常温で200kg/cm2 の圧力を掛けてプレス成形して木粉ブロックとする常温プレス成形工程(S14)と、木粉ブロックを静置して未反応部分を完全反応させるとともに残留応力を除去する養生工程(S15)、または高周波加熱工程(S16)を具備する。
(もっと読む)
成形方法及び成形装置
【課題】成形体の製造において、成形サイクルを短縮するとともに、設備のコンパクト化,省エネルギー化,環境負荷の低減を図る。
【解決手段】成形体材料18を加熱圧縮する上型12及び下型20には、型面に通じる通気孔14及び22が設けられている。上型12は、上槽11に接続された昇降装置16によって昇降可能となっており、その通気孔14は、隙間15及びバタフライ弁42を介してブロア44に接続される。下型20の下方には、開閉可能なスライドシャッター38を介して、蓄熱槽26が配置される。加熱時はスライドシャッター38を開き、加熱が終了したらスライドシャッター38を閉じて、下型20を上型12とともに上昇させる。そして、ブロア44をONにして通気孔22から外気を取り込み、成形体材料18を通過させて冷却する。冷却終了後、上型12と下型20を分離して成形体を取り出す。
(もっと読む)
光学素子の製造方法及び製造装置
【課題】ガラス素材を加熱しつつ浮遊位置を検出し気体の流量制御を行うことで安定した浮上加熱を可能とする。
【解決手段】光学素子の製造装置10は、ガラス素材45を高温気体で浮遊させながら加熱軟化させて成形するものであり、ガラス素材45の浮遊位置を検出する位置検出カメラ56と、検出した浮遊位置に基づいて浮遊に必要な窒素ガスの供給流量を調整する流量制御弁37と、加熱されたガラス素材45を所定時間後に取り出す取り出し蓋41と、取り出したガラス素材45をプレスすべく対向配置された一対の上型20及び下型21と、を有する。
(もっと読む)
71 - 80 / 191
[ Back to top ]