
国際特許分類[B29C43/52]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 構成部品,細部または付属装置;補助操作 (1,859) | 加熱または冷却 (191)
国際特許分類[B29C43/52]に分類される特許
61 - 70 / 191
摩擦材の製造方法
【課題】 短時間で成形可能な摩擦材の製造方法を提供する。
【解決手段】 以下の工程により製造される摩擦材の製造方法。
(a)繊維状物質、摩擦調整剤及び結合材の一部を含む原料を混合し、原料混合物を得る工程。
(b)原料混合物に常温で固体状のゴムを加え、原料混合物を被覆する工程。
(c)更に、原料全体を100質量%とし、2〜30質量%の結合材の残部を加え混合し、摩擦材組成物を得る工程。
(d)摩擦材組成物を0〜100℃にて加圧成形する工程。
(もっと読む)
パイプ成形装置及びパイプ成形方法
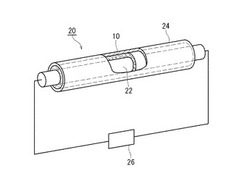
【課題】熱可塑性樹脂を母材とするパイプの成形
【解決手段】
パイプ成形装置20は、加熱されることによって膨張する棒状の内型22と、内型22の外周を覆う筒状の外型24と、内型22を加熱する加熱装置26とを備えている。かかるパイプ成形装置20では、シート状の成形基材10を、棒状の内型22の外周に巻いて筒状の外型24の内部に収容する。そして、内型22を加熱し、内型22の外径を大きくする。これにより、内型22の外周面と外型24の内周面との間で成形基材10を加熱するとともに加圧して、成形基材10を外型24の内周面に沿った形状に成形することができる。
(もっと読む)
プラスチックキャップ式パネル固定装置の製造方法

【構成】 キャプティブ式パネル固定装置を製造する。まず、ネジ頭の底部を超えて下方に突出する円筒形プラスチックスカートをもつプラスチックキャップを軸部を有するネジ頭の周囲にオーバー成形する。また底部に円形開口をもって形成される。ネジの軸部周囲に圧縮バネを設けてから、キャップ式スカートが口環フランジの下に下向きに突出する点まで、口環の上面に対してネジを押しつける。この点で、プラスチックスカートの底部縁部にそってその外周に半径方向内向きに熱および圧力を作用させて、スカート底部の直径が口環フランジよりも小さくなる点まで底部縁部が永久的に変形し、これによってネジの後退位置と前進位置との間においてネジを口環に軸方向を取り込む。 (もっと読む)
繊維強化複合材料成形品の製造方法
【課題】圧縮成形する時間が短くても、表面に繊維織物が配置されて意匠性に優れ、かつ表面平滑性に特に優れたFRPを製造できる方法の提供を目的とする。
【解決手段】繊維織物に熱硬化性樹脂を含浸したプリプレグが表面に配置された繊維強化複合材料を、前記繊維強化複合材料と同じ繊維強化複合材料を硬化した硬化物のガラス転移点より高い温度で圧縮成形する圧縮成形工程と、前記圧縮成形工程の後、成形した前記繊維強化複合材料の温度を、該繊維強化複合材料を圧縮した状態で、前記ガラス転移点以下まで降下させる降温工程と、を有する繊維強化複合材料成形品の製造方法。
(もっと読む)
板状成形体の製造方法
【課題】製造時間の短縮及び製造コストの低減、製造環境の向上が可能であり、さらには軽量化を実現することもできる板状成形体の製造方法の提供を目的とする。
【解決手段】不織布からなる基材10にイソシアネートエマルジョンを含浸させ、イソシアネートエマルジョン含浸後の基材10を金型31の型面間で挟むと共に、型面間の基材10に過熱水蒸気45を吹き付け、過熱水蒸気による加熱で基材10内のイソシアネートを硬化させることによって基材10を金型31の型面形状に賦形し、板状成形体を製造する。製造した板状成形体は、自動車の成形天井や、ドアトリム等の内装部材として好適なものである。
(もっと読む)
熱転写装置
【課題】微細構造の熱転写を行う熱式ナノインプリント装置である熱転写装置の加熱冷却機構を、作業性が良く、小形化が可能で、均一、且つ、急速な冷却を可能とする。
【解決手段】微細構造の熱転写を行う熱転写装置は、加圧部1と、受圧部2と、当該加圧部と受圧部との間に配置された加熱冷却能力を備えた転写部10とを備え、転写部は、断熱層を形成する断熱部材の表面に加熱冷却部材を搭載して、加熱冷却部材には、加熱媒体を内部に挿入するための穴を加工すると共に、転写部を冷却のための冷却媒体を内部に通流するための複数の穴が並列に加工し、断熱部材の一部にも、加熱冷却部材に形成された穴に連通して上下に貫通穴が加工し、加圧部又は受圧部には、断熱部材を介して、加熱冷却部材に形成された穴に連通する複数の穴を加工し、転写部と加圧部又は受圧部との連結部には、Oリングから成るシール材を設ける。
(もっと読む)
成形装置および成形装置の温度制御方法
【課題】最適のタイミングで熱板等の部材に送られる熱媒等の液体の供給量を減少させることができ、省エネルギー化を進めることができる成形装置および成形装置の温度制御方法を提供する。
【解決手段】成形材Pを加熱または冷却する部材14がその内部通路15を流通する流体によって温度制御される成形装置11において、前記部材14へ向けて流体を送る供給側に設けられる第1の温度センサ25と、前記部材14から流体を排出する排出側に設けられる第2の温度センサ29と、前記第1の温度センサ25と第2の温度センサ29の検出値を比較し検出値が一定以内となったことを用いて流体の供給量を減少させる指令を発する制御装置31が備えられている。
(もっと読む)
薄型表示装置の使用に適するU型プラスチックシートの成形方法
【課題】薄型表示装置の使用に適するU型プラスチックシートの成形方法を提供する。
【解決手段】以下のプロセスを含む。板材、第1金型、第2金型と、固定部材とを用意する。固定部材は第1金型と第2金型との間に取り付ける。板材を固定部材に取付け、板材を加熱し、第1金型と第2金型とを型締め、板材をU字型に折り曲げた後、板材を冷却し、第1金型と第2金型とを引き離し、板材を第1金型から引き離す。
(もっと読む)
結晶性液晶ポリマーの成形方法及びその成形体
【課題】 ポリイミド等のスーパーエンジニアリングプラスチックスに代わる樹脂として結晶性液晶ポリマーに着目し、高い強度があり、且つ寸法的に比較的大きな液晶ポリマーの成形品を得る方法を提供すること。
【解決手段】 結晶性液晶ポリマーの粉末を所定の金型に入れ、冷圧で圧縮して前記ポリマーの予備成形体を作成する第一工程、及び該予備成形体を加熱加圧する第二工程を含むことを特徴とする、結晶性液晶ポリマーの成形方法。
(もっと読む)
精密ホットプレス装置における転写部の加熱冷却制御方法及び装置
【課題】過加熱及び過冷却を押さえ、急速な加熱及び冷却を可能とする精密ホットプレス装置における転写部の加熱冷却制御方法及びその装置を提供する。
【解決手段】転写部の温度が目標温度に達する前に、加熱手段又は冷却手段によって転写部へ与えた又は奪ったエネルギー量(熱量)と観測された転写部に出入りするエネルギー量とを比較し、両エネルギー量の差から余剰又は過冷却エネルギー量を算出し、余剰又は過冷却エネルギー量に基づいて転写部の加熱又は冷却を行う。転写部の温度は、ヒータ等の加熱手段や冷却手段が出力する加熱又は冷却の熱量、及び熱の伝達時間を計算し、加熱手段から発生する熱量を、冷却にて打ち消すことにより、転写部の温度の目標温度への急速な制御が可能となる。
(もっと読む)
61 - 70 / 191
[ Back to top ]