
国際特許分類[B29C43/52]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 構成部品,細部または付属装置;補助操作 (1,859) | 加熱または冷却 (191)
国際特許分類[B29C43/52]に分類される特許
21 - 30 / 191
成形品の製造方法および成形品
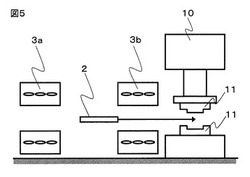
【課題】加熱中に熱膨張を生ずる成形材料のスタンピング成形において、成形サイクルを短縮させ、かつ、厚みが不均一な材料についても均一に加熱できる成形材料の製造方法を提供する。
【解決手段】不連続強化繊維基材に熱可塑性樹脂を含浸してなる成形材料を、次の(A)〜(C)の工程を経て加熱して後、プレス成形する成形品の製造方法で(A)がオフラインにて実施されることを特徴とする。(A)その表面温度および中心温度のそれぞれが成形温度域となるまで昇温する第一の加熱工程3a。(B)成形品前駆体を第二の加熱工程(C)に搬送する工程であって、かかる工程中における成形品前駆体の表面温度および中心温度のそれぞれが、特定の関係を満たす搬送工程2。(C)成形品前駆体を加熱して、その表面温度および中心温度のそれぞれを、成形温度域まで昇温する第二の加熱工程3b。
(もっと読む)
金属複合体の製造方法

【課題】金属材同士、または金属材と他の構造部材とを樹脂硬化層を介して複合化した金属複合体の製造方法であって、加工が容易で、且つ接着強度に優れる金属複合体の製造方法を提供する。
【解決手段】特定の熱硬化性樹脂を含むシート状基材2と、該シート状基材2に接するように配置または積層された金属材1,3とを備えるプリフォーム10を加熱及び加圧により成形して、金属材1,3と樹脂硬化層とを備える金属複合体20を製造する方法であって、プリフォーム10を180℃を超える表面温度を有する成形金型11,12内に配置し、金属材1,3の表面温度が180℃を超えるまで加熱する第1の工程と、第1の工程で加熱されたプリフォーム10を加圧により金属複合体20に成形する第2の工程と、第2の工程で成形された金属複合体20を、加圧下において金属材1,3の表面温度が180℃以下となるまで冷却する第3の工程とを備える。
(もっと読む)
成形品の製造方法
【課題】熱可塑性樹脂をマトリックス樹脂とした繊維強化基材よりなり、加熱溶融した際に弾性回復性を有するプリプレグを用いたプレス成形で、熱可塑性樹脂の分解によるガスの発生を抑えた成形方法を提供する。
【解決手段】以下の工程A〜Eを順に経て成形品を得る。工程A:プリプレグを、そこに含浸された熱可塑性樹脂の融点よりも50℃高い温度で溶融しない樹脂フィルムでプリプレグ表面が露出しないように挟み込む工程。工程B:樹脂フィルムで挟まれたプリプレグを、ヒーター炉内に搬送し、プリプレグに含浸された熱可塑性樹脂を、その融点以上であって、かつ樹脂フィルムが溶融しない温度に加熱し、溶融させる工程。工程C:樹脂フィルムで挟まれたプリプレグから樹脂フィルムを除去したプリプレグを金型内に搬送、配置する工程。工程D:プリプレグを金型内で加圧冷却して成形品となす工程。工程E:金型から成形品を取り出す工程。
(もっと読む)
レンズアレイの製造方法
【課題】レンズ部となる部分に気泡を残さずにレンズアレイを製造すること
【解決手段】複数のレンズ部6と、複数のレンズ部6と一体に形成される基板部11とを有するレンズアレイ10の製造方法であって、成形下型30と、レンズ部6のレンズ面6aに対応するレンズ成形面22と該レンズ成形面22の全周を囲う環状凹面23を有する成形上型20の間に熱硬化性の樹脂を挟み込み、成形上型20と成形下型30の間に樹脂を挟み込んだ状態で、レンズ成形面22に向けて選択的に熱を供給することで、樹脂のうちレンズ部6となる部分のみを樹脂の硬化開始温度まで加熱し、レンズ部6となる部分を硬化開始温度まで加熱した後に、樹脂を加圧し、樹脂を加圧した状態で、成形上型20全体に熱を供給して、樹脂全体を硬化させるレンズアレイ10の製造方法。
(もっと読む)
ポリオレフィン系樹脂シートの製造方法
【課題】高速かつ高圧な圧延伸をすることなく、さらにポリオレフィン系樹脂シートの結晶化度を向上させ、耐熱性、及び寸法安定性に優れたポリオレフィン系樹脂シートを提供すること。
【解決手段】本発明のポリオレフィン系樹脂シートの製造方法は、ポリオレフィン系樹脂を溶融させ、溶融ポリオレフィン系樹脂とする溶融工程と上記溶融工程後のポリオレフィン系樹脂を、ガラス転移温度(Tg)を超えて融点(Tm)未満の間の温度内で所定時間保持する保持工程と前記保持工程後のポリオレフィン系樹脂を、上記温度内で加圧する加圧工程とを備えたことを特徴とする。
(もっと読む)
複合材硬化用支持治具
【課題】たわみの発生を抑えることができるとともに、形状精度の高い成形材を得ることができる複合材硬化用支持治具を提供する。
【解決手段】加熱対象となる成形材Wが収納されて高温ガスが循環するオートクレーブ1内で、成形材Wを支持する複合材硬化用支持治具20において、オートクレーブ1内に載置される下段支持部30と、該下段支持部30の上面35に載置されるとともに成形材を下方から支持し、下段支持部よりも線膨張係数の小さい材料からなる上段支持部とを設ける。
(もっと読む)
樹脂モールド装置
【課題】樹脂モールド後の成形品を検査して良品のみを加熱硬化させる一連の作業をコンパクトな装置構成で効率よく実現でき、ワークに反りが発生することなくしかも装置内への放熱を抑えた樹脂モールド装置を提供する。
【解決手段】樹脂モールド後のワークWをキュア炉43内に設けられたスリット43aにキャリアプレートKを挿入して保持させたまま当該キュア炉43を密閉してモールド樹脂を加熱硬化させる加熱硬化部Eをプレス部Cからワーク収納部Fに至るワーク搬送路の一部に備えている。
(もっと読む)
車両用内装材の製造方法
【課題】深絞り成形で成形された部位の薄肉化を抑制可能な車両用内装材の製造方法を得ることを目的とする。
【解決手段】温度制御手段62は、ドアトリム12を構成する基材30のうち、ドアアームレスト部26となる深絞り部30Bの加熱温度が、トリム本体部12Aとなる基材本体部30Aの加熱温度よりも低くなるように、各加熱器46A,46Bの加熱ブロックの加熱温度を制御する。更に、温度制御手段62は、基材本体部30Aのうち、深絞り部30Bと隣接する部位(以下、「隣接部位30AR」という)の加熱温度が、基材本体部30Aの他の部位の加熱温度(基準温度)よりも高くなるように、各加熱器46A,46Bの加熱ブロックの加熱温度を制御する。
(もっと読む)
光照射成形装置及び光照射成形方法
【課題】大型・複雑形状の成形品の成形、溶融温度が高い熱可塑性樹脂の成形を行う場合であっても、高い寸法精度で樹脂の劣化を少なくして成形することができ、熱可塑性樹脂を予め溶融させてキャビティへ注入する装置が不要になり、少ない熱可塑性樹脂の使用量で成形品を成形することができる光照射成形装置及び光照射成形方法を提供すること。
【解決手段】光照射成形装置1は、光Xを透過する性質を有する一対のゴム型部2A、2Bと、一対のゴム型部2A、2Bの表面からキャビティ20に配置した粒子状の熱可塑性樹脂6Aへ光Xを照射する光照射手段4とを備えている。光照射成形装置1は、光照射手段4から照射した光Xが、熱可塑性樹脂6Aが溶融した部位から熱可塑性樹脂6Aが溶融していない部位へ到達するよう、一対のゴム型部2A、2Bと光照射手段4とを相対的に順次移動させて、熱可塑性樹脂6Aの各部位を順次溶融させるよう構成してある。
(もっと読む)
賦形成形方法及び繊維強化樹脂成形品
【課題】強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法及びそれに用いる積層材を提供する。
【解決手段】フイルム状にした熱可塑性樹脂4間に複数本の強化繊維束を含む織物基材3を狭持して、熱可塑性樹脂4間を減圧して近赤外線放射装置5で加熱・冷却してなる積層材を積層し、予備積層成形型で予備圧縮成形した積層成形材を予備加熱型で近赤外線放射装置によって近赤外線で予備加熱型内の熱盤上に載置された積層成形材を予熱し、一方3次元形状を有する賦形型である成形型を予熱して積層材の溶融温度に昇温する。次に積層成形材を予熱された成形型に収納し、成形型によって積層成形材を圧縮する。
(もっと読む)
21 - 30 / 191
[ Back to top ]