
国際特許分類[B29C45/34]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 金型 (3,741) | ベント装置を有するもの (238)
国際特許分類[B29C45/34]に分類される特許
1 - 10 / 238
インサート成形方法、および射出成形機
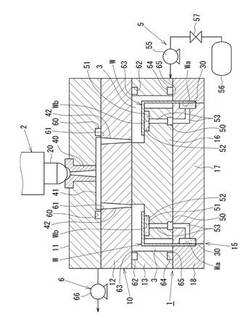
【課題】簡単な構成で、成形中にインサート部品のガス付着防止領域にガスが付着するのを確実且つ容易に防止することができるインサート成形方法と、インサート成形に使用する射出成形機とを提供する。
【解決手段】成形材料から発生するガスの付着を防止すべきガス付着防止領域Wa、Wbを有するインサート部品Wを金型1内のキャビティ3に配置し、キャビティ3内に成形材料を射出充填するインサート成形方法であって、キャビティ3内のインサート部品Wのガス付着防止領域Wa、Wbの表面の圧力が他の部分と比較して高くなるようにキャビティ3内に圧力分布を付与した状態で成形材料を射出充填する。さらに、成形材料から発生するガスを、金型1のキャビティ3の成形材料が最後に到達する位置63、65から吸引する。
(もっと読む)
電子部品の樹脂封止成形方法及び装置

【課題】樹脂成形型5・8のキャビティ10内に供給セットした樹脂封止前基板上の電子部品を樹脂封止成形する際に、キャビティ10内の樹脂材料未充填状態や樹脂パッケージ内外部のボイド形成を防止すると共に、キャビティ10内と外部とを連通させたエアベント溝部13からの樹指漏れを防止する。
【解決手段】樹脂成形型の型開閉方向の位置となり且つ成形品突出機構17と重ね合せた位置にエアベントピン28を装着したエアベントピン取付プレート29を連続して配設すると共に、エアベントピン28をエアベント溝部13の部位に配設する。このエアベントピン28を介してエアベント溝部13を開放した状態に設定し且つこの開放状態でキャビティ10内への樹脂材料注入工程とキャビティ10内の減圧工程を行うと共に、エアベントピン28を介して樹脂材料注入工程の終了時期に合わせてエアベント溝部13を閉鎖した状態に設定する。
(もっと読む)
射出成形用金型
【課題】加工も容易で、製作に余分な手間もかからず、低コストで射出成形用金型を得ることができ、また清掃も容易に行えるようにする。
【解決手段】キャビティ空間30の外周に、凹部13を周方向に沿って設けることによってエアベント14を構成し、溶融樹脂Pの最終充填位置やウェルドライン発生位置に関係なく、キャビティ空間30の空気やガスを確実に型外に排出する。凹部13を同一形状に設けることで、パーティング面12での溶融樹脂Pの圧力が、絵付フィルムFに対して周方向に均一に掛かるようにした。
(もっと読む)
リードフレーム、成形金型、半導体装置及びパッケージ
【課題】半導体装置のパッケージを成形するにあたり、成形金型のキャビティ内からエアーを外部に確実に送り出し、樹脂の充填不足による成形不良の発生を防止して歩留まりを向上させる。
【解決手段】端子リード13を有するリードフレーム1を成形金型に設置して樹脂成形を行うことにより樹脂成形体が一体となったパッケージ2を成形するにあたり、リードフレーム1に樹脂成形体の周辺部に連結して支持する複数の吊りリード14、14を設け、この吊りリード14、14の表面に複数のベント溝14aを形成し、キャビティ内のエアーをベント溝14aから外部へと送り出す。
(もっと読む)
射出成形用金型及び射出成形用金型の製造方法
【課題】固定側型と可動側型とのパーティング面、及び複数に分割された分割入れ子同士の密着を確実にし、成形不良の発生を長期にわたり防止することができる低コストの射出成形用金型及び射出成形用金型の製造方法を提供する。
【解決手段】第1の金型13の入れ子収納部に配設される第1の入れ子14、第2の金型24の入れ子収納部に配設される第2の入れ子26のパーティングライン面が、第1の金型および第2の金型のパーティングライン面Pに対して突出し、第1の入れ子および第2の入れ子のパーティングライン面の一部が形成された面及び第1の金型および第2の金型の入れ子収納部と対向する面を除く他の面と、第1の金型および第2の金型の入れ子収納部のそれぞれ対向する面とが隙間を有している。
(もっと読む)
コップ蓋成形用金型とそれを利用して作製するコップ蓋の製造方法
【課題】使い捨て式コップ蓋を快速で有効に射出成形でき、コップ内にある飲み物の漏れ出しを有効に防止できるコップ蓋成形用金型とそれを利用して作製するコップ蓋の製造方法を提供する。
【解決手段】環状突起11と、環状体12と、第1のエア通路13と、を備え、環状体12は環状突起の周縁に設けられ、環状突起11と環状体12との間に隙間14が形成され、第1のエア通路13は隙間14と外部空間とを連通するオス金型1と、環状溝16を備えるメス金型2と、を含み、オス金型1とメス金型2とを型合せると、環状突起11と環状体12とが環状溝16内に位置し、オス金型1とメス金型2との間には、予定形状を有するキャビティ3と、キャビティ3と外部空間とを連通する第2のエア通路4と、が形成され、キャビティ3は、隙間14と連通し、環状体12の環状突起11から遠ざかった一側から環状溝16に延びる。
(もっと読む)
射出成形方法及びこれに用いる射出成形用金型
【課題】金型内のエア・ガスに基づく成形不良を低減できる射出成形方法を提供する。
【解決手段】固定側金型30と可動側金型40とに板状の樹脂成形品3を成形するキャビティ21を形成し、そのキャビティ21に溶融樹脂を注入するゲート28を設け、そのゲート28から溶融樹脂を注入すると共に、その溶融樹脂をゲート28と対向したキャビティ21の末端部分21Pに流して板状の樹脂成形品3を成形する射出成形方法において、キャビティのゲートから末端部分21Pの途中の可動側金型40側のキャビティ21に、エア・ガス逃がし手段12を設け、エア・ガス逃がし手段12で、キャビティ21内を流れる溶融樹脂からエア・ガスを排出するものである。
(もっと読む)
金型装置および成形方法
【課題】表面に凹部が形成される場合であっても、フローマークが生じるのを防止可能な樹脂成形品を形成可能な金型装置および成形方法を提供する。
【解決手段】金型装置10において、ガスベント26に一端側が接続され、キャビティ23から排出される気体が導入されるガス圧導入管路27と、ガス圧導入管路27の他端側が接続され、開口部28aがキャビティ23に連通するシリンダー穴28と、気体の圧力に応じてシリンダー穴28を移動させられる押出し駒30と、押出し駒30のシリンダー穴28における引き込み位置を制限する第1の位置決め部材33とを具備し、押出し駒30の開口部28a側の端面30aは、第1の位置決め部材33で位置決めされている状態においては内壁面23aと面一となる部位に位置し、シリンダー穴28に導入される気体の圧力が増大した後に、押出し駒30は、端面30aが面一な位置よりもキャビティ23の内部に押し出される。
(もっと読む)
多色成形用成形型と多色成形品の成形方法と多色成形品
【課題】 本発明は、一次成形品である光学素子の固定側の光学機能面を二次成形の際に第2の固定型で変形させてしまうことを防止でき、かつ一次成形によって成形された第1の成形品と二次成形型部材との結合界面の外表面に窪みが発生してしまうことを防止することができる多色成形用成形型と多色成形品の成形方法と多色成形品を提供することである。
【解決手段】 一次成形型10による一次成形後、二次成形を行う二次成形型20の第2の固定型200は、光学素子1の凸面光学機能面1a1と対応する部分が中空形状であって、前記光学素子1の凸面光学機能面1a1以外にのみ前記一次成形部との当接部を有する。
(もっと読む)
射出成形品、前記射出成形品の製造装置及び前記射出成形品の製造方法
【課題】ウェルドラインを挟んだ両側の領域から外部に排出される溶湯の流量を抑えることができ、しかも、ウェルドラインを挟んだ両側の領域内に存在していたガスや空気を外部に効率よく排出することができる射出成形品及び前記射出成形品の製造装置及び前記射出成形品の製造方法を提供する。
【解決手段】固定金型と可動金型の合わせ面であるパーティングラインのうちで、キャビティの外周壁面側における外周パーティングラインPLAにおいて、溶湯の先端部同士が最終的に互いに突き合うキャビティの領域Wにおける第1外周パーティングラインPLAaが、領域Wに到るまでの第2外周パーティングラインPLAbに対してずれた配置構成に構成している。
(もっと読む)
1 - 10 / 238
[ Back to top ]