
国際特許分類[B29C45/36]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 金型 (3,741) | コアを位置決めまたは心合わせする手段を有するもの (159)
国際特許分類[B29C45/36]に分類される特許
11 - 20 / 159
金型構造
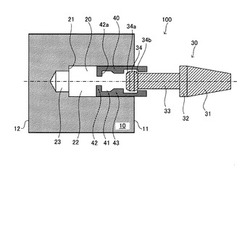
【課題】コアピンを金型の表面側から嵌め込む構造を採用しながら、コアピンと金型との緩みを防止する。
【解決手段】本発明は、金型構造100であって、製品成形部31から離れた位置に拡径部34を有するコアピン30と、コアピン30を打ち込んで嵌挿するコアピン取付け孔20を金型表面側に有する金型10と、コアピン取付け孔内20に配置され、拡径部34より小径の嵌合部41を有する圧接部材40と、を備え、拡径部34が嵌合部41に挿入されることにより、嵌合部41は拡径方向の力を受けてコアピン取付け孔20の内壁に圧接する。
(もっと読む)
金型構造

【課題】コアピンを金型の表面側からネジで締め込む構造を採用しながら、コアピンのネジの緩みを防止する。
【解決手段】本発明は、金型構造100であって、ネジ部34と、ネジ部34の先端に延設され、ネジ部34の軸心に対して偏心している偏心部35とを有するコアピン30と、ネジ部34と螺合する螺合部24と、コアピン30を螺挿した時に偏心部35の一部が圧接する圧接部25とを有するコアピン取付け孔20を金型表面11側に有する金型10と、を備える。
(もっと読む)
光学系レンズユニットとそのプラスチックレンズ成形金型及びプラスチックレンズの製造方法
【課題】鏡筒と光学系レンズとを高精度で位置決めすることができるとともに、高精度の光学系レンズの成形金型で容易に成形できるようにする。
【解決手段】固定金型21と可動金型22、この固定金型21と可動金型22に着脱自在に組み付ける入れ子23,24によって囲まれたキャビティに樹脂を充填し、プラスチックレンズ1を成形する。プラスチックレンズ1のレンズ部2と円錐面4,5を入れ子23,24で成形し、プラスチックレンズ1のコバ部3を固定金型21と可動金型22で成形する。これにより、円錐面4,5とレンズ部2とが径方向にズレることなく、同芯状となるように成形精度を高めることができ、鏡筒にプラスチックレンズ1を組み込む際、プラスチックレンズ1の円錐面4と鏡筒の当接面とを嵌合させて、鏡筒とプラスチックレンズ1とが同芯状となるように正確に位置決めすることができる。
(もっと読む)
成形装置及び成形方法
【課題】メンテナンス性を向上させ、長期間にわたって高精度な成形を可能とすることができる成形装置及び成形方法を提供する。
【解決手段】転がり軸受23を介してレール12に沿って可動側金型20を案内することで、転写面11,12の光軸が精度良く整列するようになるので、高精度なレンズの成形を行うことができる。特に、転動体である球23bが常にレール12に接触しているので、安定した保持を行うことができる。又、レンズに回折構造が形成されているような場合、本実施の形態は特に有効である。更に、レール12と転がり軸受23とは、摺動ではなく転がり接触するので、部材の削れや摩耗を抑えることができ、変形を抑制すると共に金型や光学素子の汚染を抑制しつつ、長期間にわたって安定した成形を行うことができる。
(もっと読む)
成形装置及び成形方法
【課題】メンテナンス性を向上させ、長期間にわたって高精度な成形を可能とすることができる成形装置及び成形方法を提供する。
【解決手段】型締め時に転がり軸受23が精度良く円凸部12を案内することで、転写面11,12の光軸が精度良く整列するようになるので、高精度なレンズの成形を行うことができる。又、円凸部12と転がり軸受23とは、摺動ではなく転がり接触するので、部材の削れや摩耗を抑えることができ、変形を抑制すると共に金型や光学素子の汚染を抑制しつつ、長期間にわたって安定した成形を行うことができる。
(もっと読む)
成形金型、製造方法、及びスペーサ
【課題】入れ子のシフト偏芯及びチルト偏芯を調整することができ、簡易に正確な位置決めを行うことができる成形金型を提供すること。
【解決手段】スペーサ81,82の型板61に当接される表面S31,S32に設けられた第1支持領域AR1での肉厚Aと第2支持領域での肉厚Bとが異なることにより、第1支持領域AR1と第2支持領域AR2との高低差を利用した角度αの角度傾斜又はくさび角を形成することができる。そのため、当該スペーサ81,82を型本体63と型板61との間に挟むことにより、型本体63のシフトの調整をしつつ、チルトの調整もすることができる。このようにシフト及びチルトの偏芯調整が可能となるため、例えば光学素子等の高精度な成形品、具体的には、偏芯誤差感度がDVDの約5倍にもなるBD用ピックアップレンズを安定して成形することができる。
(もっと読む)
成形用金型、成形用金型の組立方法及び成形方法
【課題】可動側金型に配置され突き出し可能な入れ子と、この入れ子を保持する保持部材に摩耗を生じることが無く、メンテナンス不要で長期にわたって形状の安定した成形品を得ることができる成形用金型、該成形用金型の組立方法及び成形方法を提供すること。
【解決手段】成形面が形成された第1の入れ子を保持する第1の金型と、第1の金型と離接可能となされ、成形面が形成された第2の入れ子を第1の金型の方向に突き出し可能に保持する第2の金型と、を有する成形用金型において、第2の入れ子と第2の金型に、互いに反発するように磁石を配置し、磁石の反発力により、第2の入れ子の突き出し方向に直交する面内の位置決めを行う成形用金型とする。
(もっと読む)
金型装置
【課題】湾曲した吸気ポートと燃料噴射孔とを備えたインテークマニホールドを一つの工程で樹脂成形可能な金型装置を提供する。
【解決手段】インテークマニホールド50の外形を成形する主金型と、吸気ポート50pの湾曲状内面を成形する第1中子部材1と、燃料噴射孔50fの直線状内面を成形する第2中子部材2と、第1中子部材1と第2中子部材2との各々を成形位置と分離位置との間で変位駆動させる駆動機構とを備え、第1中子部材1と第2中子部材2との一方に、第1中子部材1と第2中子部材2との他方を移動可能に貫通させた孔部1Gを設けている。
(もっと読む)
コアピンおよびその製造方法
【課題】1本当たりの製造コストおよびランニングコストを低減させることができるコアピンおよびその製造方法を提供すること。
【解決手段】一端部に円筒状の嵌合部4を備え、他端部に小径部を備えているとともに、前記嵌合部4と前記小径部との間に大径部を備えた先端部3と、一端部に前記嵌合部4を受け入れる嵌合穴5を備えた長尺部2とを具備しているコアピン1であって、前記嵌合部4および前記嵌合穴5を介して、前記長尺部2に対して、前記先端部3を着脱可能に構成した。
(もっと読む)
筒状部材成形用金型構造
【課題】コア金型に曲げ変形が生じることを防止でき、精度よく筒状部材を製造することを可能にする筒状部材成形用金型構造を提供する。
【解決手段】筒状のキャビティ金型と、このキャビティ金型の内孔に挿入設置されてキャビティ金型との間に射出空間を形成する棒状のコア金型10とを備え、射出空間に溶融樹脂を射出して筒状部材を成形するための筒状部材成形用金型構造であって、コア金型10の先端10b側に、コア金型10の先端10bから軸線O2方向外側に突出し、軸線O2中心の周方向に間隔をあけて配設された複数の突部19を備え、キャビティ金型の内孔にコア金型10を挿入設置するとともに複数の突部19をキャビティ金型の内面に当接させて、コア金型10の先端10b側を位置決め支持するようにした。
(もっと読む)
11 - 20 / 159
[ Back to top ]