
国際特許分類[B29C45/56]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 成形材料を可塑化,均質化または金型内に圧入するための手段 (1,200) | 射出中または射出後に可動な金型部品を用いるもの,例.射出圧縮成形 (417)
国際特許分類[B29C45/56]に分類される特許
31 - 40 / 417
樹脂パネル部材の成形方法
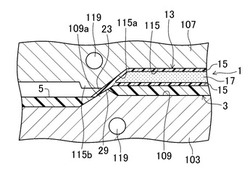
【課題】成形サイクルを長くすることなく、薄肉ソリッド部を十分に冷却硬化させて後発泡膨れ現象をなくす。
【解決手段】キャビティ容積を拡大させるコアバック法により基材3上にパッド13を一体に成形する時、基材3を保持するコア型103の型成形面109に突設された突出部109aを、基材3のパッド13外周縁部に対応する開口部27に嵌入してキャビティ117に臨ませ、キャビティ空間117aの熱可塑性樹脂をキャビティ容積拡大前に冷却硬化させて、パッド13の外周縁部に薄肉ソリッド部29を形成する。
(もっと読む)
転がり軸受用保持器及びその製造方法、並びに転がり軸受

【課題】ポケットのバリ取り作業や圧縮専用の別機構が不要で、低コストで寸法精度や強度に優れる転がり軸受用保持器を提供する。
【解決手段】保持器形状と一致するキャビティ本体部と、前記キャビティ本体部の保持器の下端面相当部分から該下端面の幅で形成される円筒状の空所とで形成されるキャビティを有し、かつ、前記空所内を昇降する可動スリーブを備える成形用金型を用いるとともに、前記可動スリーブを前記下部円環部の最終厚さとなる位置よりも降下させた状態で、溶融樹脂組成物を射出して前記キャビティを充填した後、前記溶融樹脂組成物が固化する前に、前記可動スリーブを前記位置まで上昇させて該溶融樹脂組成物を圧縮し、圧縮状態のまま前記溶融樹脂組成物を固化させて転がり軸受用保持器を製造する。また、このようにして得られた保持器を備える転がり軸受を提供する。
(もっと読む)
射出成形装置及び射出成形方法
【課題】樹脂の射出成形にあたり、ウエルドライン部の強度不足,ジェッティング,ガラス繊維浮きなどを解消する。
【解決手段】固定型16と可動型32の間に形成されるキャビティCには、2つのゲート22A,22Bから樹脂34が射出される。樹脂34の射出にあたり、前記キャビティCを形成する成形穴36の内部でのスライドコア38の進退により、射出開始から一定時間経過後までは、キャビティCを一定容積に維持する。そして、一定時間が経過し、キャビティC内の樹脂34が合流して密着した後は、射出完了までスライドコア38を徐々に後退させてキャビティCの容積を徐々に拡張する。スライドコア38の進退は、スライドコア進退機構80により行う。これにより、製品120のウエルドラインの発生をなくし、強度不足が解消される。また、ジェッティングやガラス繊維入り材料使用時のガラス繊維浮きを解消する。
(もっと読む)
発泡補強部材が配設された中空構造物及びその製造方法
【課題】中空本体の内部に配設される補強部材として発泡補強部材を用いることで中空構造物の軽量化を図りつつ、この発泡補強部材により中空本体の特に稜線部を効果的に補強することを課題とする。
【解決手段】全周に亘って略一定の厚みを有する発泡補強部材30の周壁部36を、該周壁部36における中空本体17の稜線部11d,11e,12d,12eの内壁面に対する接着部分が残りの部分に比べて発泡倍率が低くなるように発泡成形し、該発泡倍率が低い部分Lを、中空本体17の内壁面に接着剤15を介して接着結合する。
(もっと読む)
発泡成形体の製造方法
【課題】優れた電磁波シールド性を示す発泡成形体の製造方法を提供する。
【解決手段】熱可塑性樹脂及び導電性繊維を含有する導電性樹脂組成物の発泡成形体の製造方法であって、発泡剤を含有する溶融状の導電性樹脂組成物を、金型キャビティ内に、キャビティの容積よりも少ない量で充填する充填工程と、金型キャビティの容積を維持したまま前記溶融状の導電性樹脂組成物を発泡させる発泡工程とを有する。
(もっと読む)
発泡樹脂成形品の成形方法
【課題】被成形面にノッチ部を備えた発泡樹脂成形品を製造する場合において、生産性の向上を図りつつ、良好な品質、外観および均一性を備えた成形品を得る。
【解決手段】成形型10の可動型14として、ノッチ部を成形するノッチ成形部18に対応する位置で分割された第1分割型14aと第2分割型14bとを有する型を用いると共に、成形型10の固定型12と可動型14とで囲まれたキャビティ16に、発泡剤を含有する樹脂融液Aを射出して充填させ、該射出の前または後に、前記第1分割型14aを前記第2分割型14bよりも固定型12から離間した位置までコアバックさせ、前記射出と前記第1分割型14aのコアバックとの後に、前記第2分割型14bの成形面に対向する樹脂部分A2における前記ノッチ成形部18に沿った縁部に、前記ノッチ部を構成する形状ダレ20が生じるように、前記第2分割型14bを固定型12から離間する方向にコアバックさせる。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】結晶化度の高い高分子樹脂成形品を、形状の自由度が高く且つ比較的簡素な工程で製造可能な成形方法及び成形装置を提供する。
【解決手段】成形型11を構成する固定型12と可動型13とで囲まれたキャビティ15’内の圧力を大気圧よりも高くなるように上昇させるとともに、この高圧状態を維持しておき、キャビティ15’に発泡剤を含有する結晶性高分子樹脂の融液A’を射出して充填させ、キャビティ15’内の高分子樹脂を発泡させながら成形するように可動型13をコアバックする際、該コアバックを融液A’が過冷却状態であるときに開始し、キャビティ15’内において融液A’に臨界伸長ひずみ速度以上の速度で伸長ひずみを生じさせることで該融液を配向融液の状態にして結晶化させるような発泡速度で前記高分子樹脂が発泡するように、前記コアバック中の所定のタイミングで、予め加えられたキャビティ15’内の圧力を解放する。
(もっと読む)
転がり軸受用保持器及びその製造方法、並びに転がり軸受
【課題】ボイドが無く高強度で、寸法精度に優れる保持器を、圧縮専用の別機構や、ポケットのバリ取り作業を要することなく低コストで提供する。
【解決手段】保持器形状と一致するキャビティが形成され、かつ、該キャビティの保持器円環部端面に対応する境界面の適所に設けた空洞に該空洞内を摺動する可動ピンを配設した成形用金型を用いるとともに、前記可動ピンを引いて該可動ピンの先端と前記境界面との間に空所を形成した状態で溶融樹脂組成物を射出して前記キャビティ及び前記空所を充填した後、前記溶融樹脂組成物が固化する前に前記可動ピンを移動して該可動ピンの先端を前記境界面と一致させ、ボイドの発生源となる固化時の樹脂収縮分を補完し、次いで、圧縮状態のまま前記溶融樹脂組成物を固化させて転がり軸受用保持器を製造する。また、このようにして得られた保持器を備える転がり軸受を提供する。
(もっと読む)
ポリプロピレン系樹脂組成物及び該樹脂組成物からなる射出発泡成形体
【課題】射出充填性に優れ、発泡性、耐衝撃性および表面外観の良好な射出発泡成形体を提供し得るポリプロピレン系樹脂組成物、ならびに該樹脂組成物からなる射出発泡成形体の提供。
【解決手段】230℃でのメルトフローレートが30〜250g/10分、200℃でのメルトテンションが0.3cN以上、かつ、損失正接tanδが6.0以下である、改質ポリプロピレン系樹脂(A)3〜50重量部、および230℃でのメルトフローレートが10g〜100g/10分、メルトテンションが2cN未満である、線状ポリプロピレン系樹脂(B)50〜97重量部[(A)および(B)の合計量は100重量部である]、および190℃でのメルトフローレートが5g〜30g/10分、密度が930〜980kg/m3の高密度ポリエチレン系樹脂(C)3〜30重量部を含んでなる、ポリプロピレン系樹脂組成物。および当該樹脂からなる射出発泡成形体。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】結晶性高分子樹脂を用い、その結晶化度を向上させる公知の方法を利用しながら、製品形状の自由度が高い樹脂成形品を、比較的容易な工程で得る。
【解決手段】成形型を構成する固定型12と可動型13とで囲まれたキャビティ15’に、発泡剤を含有する結晶性高分子樹脂の融液A’を射出して充填させる射出工程と、前記キャビティに前記融液が充填され、該融液の温度が融点以下、結晶化温度以上である状態で、前記可動型を前記固定型から離間する方向に移動させて前記キャビティの容積を増大させ該キャビティ内の前記高分子樹脂を発泡させながら成形すると共に、その成形時に、少なくとも前記可動型の成形面を負圧にして該面に前記高分子樹脂の表面を吸着させることで、前記融液に臨界伸長ひずみ速度以上の速度で伸長ひずみを生じさせて、該融液を配向融液の状態にし、その状態を維持して結晶化させる結晶化工程とで、樹脂成形品を製造する。
(もっと読む)
31 - 40 / 417
[ Back to top ]