
国際特許分類[B29C45/56]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 成形材料を可塑化,均質化または金型内に圧入するための手段 (1,200) | 射出中または射出後に可動な金型部品を用いるもの,例.射出圧縮成形 (417)
国際特許分類[B29C45/56]に分類される特許
11 - 20 / 417
積層成形品の成形方法
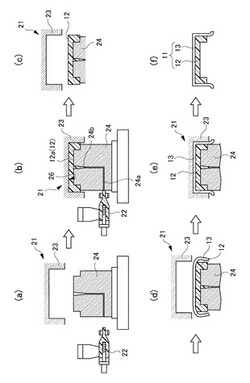
【課題】積層成形品の表面風合、並びにソフト感を維持することができるようにするとともに、設備の簡素化及び工数の短縮化並びに作業環境の改善ができるようにした積層成形品の成形方法を提供する。
【解決手段】所要形状に成形された樹脂芯材12と該樹脂芯材12の表面に表皮13を貼付してなる積層成形品の成形方法において、成形金型21における上下型23,24のキャビティ26内に熱溶融された樹脂12aを供給し、キャビティ26形状に沿って樹脂芯材12を所要形状に成形する芯材成形工程と、冷却される前の樹脂芯材12を下型24の上に保持して上下型23,24を型開きし、かつ該樹脂芯材12上に、裏面にくもの巣状ホットメルトシートを設けた表皮13を供給して積層する表皮供給工程と、表皮13を樹脂芯材12の外表面に貼り合わせ、かつ冷却させるプレス・冷却工程と、からなる。
(もっと読む)
発泡成形品の製造方法、発泡成形品、および発泡成形用金型

【課題】 コアバック成形において形状制約が無く、通常成形同等の形状精度で加工出来、部品強度が落ちない事。
【解決手段】 パーティングを2つ設け、可動側型板を複数枚構成としコアバックを行う可動コア端面を部品端面肉厚内に設け、押切形状、食切形状部に、駆動ユニットを設ける。また、サブパーティング内にも駆動ユニットを設け、エジェクタープレートをリターンピンと駆動ユニットで挟む構造とする。
成形プロセスは、発泡性樹脂を充填後サブパーティングが所定量コアバック移動するが、押切駒、食切駒、傾斜コア、外スライドはコアバック方向に移動せず、コアバック前の位置を維持する。
部品形状はコアバック時の可動コアと非可動コアとで内部発泡構造を変え、部品端面部の発泡倍率を少なくし、部品端面部では可動コアが部品端面肉厚内で可動コアを内包するコアの抱き駒と接している為、コアバック動作後端面形状が所望のR形状となる。
(もっと読む)
発泡樹脂成形体の製造方法及び装置
【課題】発泡樹脂成形体の強度低下を抑制しつつスキン層の一部を開口させて発泡層を露出させることができる発泡樹脂成形体の製造方法及び装置を提供する。
【解決手段】固定型11と可動型16とでなる一対の成形型10を用い、溶融状態の発泡性樹脂31を成形型10のキャビティ10aに充填することによりスキン層42と発泡層43とを有する発泡樹脂成形体40を成形した後に、発泡樹脂成形体40の冷却過程において、成形型10に回転可能に挿通されるとともにキャビティ10a側の先端部にスキン層42の一部を開口させるための刃部25を有するピン状部材20を回転させ、スキン層42の一部を開口させて発泡層43を露出させる。
(もっと読む)
射出成形方法及び射出成形装置
【課題】厚肉又は棒状の樹脂成形品を寸法精度よく容易に製造可能な射出成形方法及び射出成形装置を提供する。
【解決手段】金型2とコア3との間に形成するキャビティ4に樹脂を射出し、満充填させた後、キャビティの内圧を所定の圧力以上に維持しながら、再度又は複数回、コアを後退させてキャビティを形成して樹脂を射出する。先にキャビティ内に充填された樹脂は金型に接している表面から順次凝固し、同時に、所定圧力下で新規な樹脂が連続的に補充され、凝固時の収縮によるヒケの発生を安定的に抑えることができる。これらの工程は、最終形状を形成するまで行われるため、厚肉等の樹脂成形品の寸法精度が著しく向上する。さらにコアを後退させることで、発泡剤を含有する樹脂内部での発泡を促進させる工程を組み合わせることもできる。また、さらにコアを前進させることで、発泡による過度の膨張を抑止し、製品密度を高める工程を組み合わせることもできる。
(もっと読む)
合成樹脂の射出成形方法
【課題】成形金型の構造が複雑でなく、ウエルドマークの発生を防止し、製品の外観、強度および応力割れが発生しないようにすると共に、メタリックな色調を出す製品においてウエルドマークの影響を少なくしてその外観が損なわれないようにした合成樹脂の射出成形方法を提供する。
【解決手段】射出成形する合成樹脂15を、金型のキャビティ内に射出し、金型内の複数の溶融合成樹脂の流れの衝突によりウエルドマークを発生する位置の溶融合成樹脂部分を押圧圧縮させて、複数の流れの溶融合成樹脂15を融合させてウエルドマークの発生を防止させる。
(もっと読む)
樹脂成形品の成形方法
【課題】結晶性高分子樹脂を用い、その結晶化度を向上させる前記の方法を容易かつ確実に実現することができる樹脂成形品の成形方法を提供する。
【解決手段】成形型11内において、温度が融点以下、結晶化温度以上である結晶性高分子樹脂材A’2,A’3にねじり力を加えることにより、該樹脂材A’2,A’3を、臨界伸長ひずみ速度以上のひずみ速度で伸長させ、配向融液状態を経て結晶化させるように成形する。この際、前記ねじり力と共に、該ねじり力の回転軸に略平行な方向に沿った引張り力または圧縮力の少なくとも一方を加えることが好ましい。
(もっと読む)
複合成形体およびその製造方法
【課題】インサート成形における、予備成形体としての繊維強化樹脂と供給樹脂との接着性およびその信頼性、ならびに、その外観にも優れる、複合成形体およびその製造方法を提供する。
【解決手段】予め成形した、マトリックス樹脂が熱可塑性樹脂からなる繊維強化樹脂Aを予備成形体として型内に配置し、該型内の前記繊維強化樹脂A周りに液状化した樹脂Bを供給して前記繊維強化樹脂Aをインサート成形する複合成形体の製造方法であって、前記繊維強化樹脂Aの前記樹脂Bに接触する側面として、互いに異なる角度で凹型に傾斜する少なくとも2つの傾斜面を有する形状の側面を、インサート成形前に形成しておくことを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
樹脂成形品の製造方法
【課題】第1層及び第2層を射出成形によって製造する場合において、第2層の端末処理作業を廃止することができる樹脂成形品の製造方法を提供する。
【解決手段】第1型40と第2型50とを型閉じするとともに、第1型側段部44に対して第1中子60に形成された第1中子側突部62が嵌合された状態とすることで、基材成形空間15を形成する第1型閉じ工程と、基材成形空間15に樹脂を射出して基材11を成形する第1層成形工程と、第1型40と第2型50とを型開きする型開き工程と、第1型40と、第3型70とを対向配置させる型配置工程と、第1型40と第3型70とを型閉じすることで、本体部成形空間25Aを形成するとともに、第2中子80を当接させて折返部成形空間25Bを形成する第2型閉じ工程と、本体部成形空間25A及び折返部成形空間25Bに樹脂を射出して表皮材21を成形する第2層成形工程と、を備えることを特徴とする。
(もっと読む)
成形方法、成形品、及び金型
【課題】基板をホットメルト樹脂で一体化成形する場合において、基板の位置決め精度を確保しつつ、基板の近傍にボイドが発生することを抑制して、外観良好な成形品を作る成形方法を提供する。
【解決手段】成形方法では、キャビティ内に進入した基板位置決め用ピン4で配線基板1を下金型3に固定して、キャビティにホットメルト樹脂6を充填するとともに、キャビティ外に退出したボイド抑制用ピン7とキャビティ面14との間の補充空間13にもホットメルト樹脂6を充填して、基板位置決め用ピン4をキャビティ面11に向かって後退させつつ、ボイド抑制用ピン7をキャビティ面14に向かって前進させて、ボイド抑制用ピン7によって補充空間13内のホットメルト樹脂6をキャビティ内に押し出す。
(もっと読む)
樹脂封止方法
【課題】成形品の製造歩留まりを向上することのできる技術を提供する。
【解決手段】上テーパプレート24に対して、そのテーパ面24aと対向するテーパ面25aを有する下テーパプレート25を型開閉方向と直交する方向に移動して、テーパ面24aおよびテーパ面25aでスライドさせると共に、下テーパプレート25を介してインサートブロック22を型開閉方向に移動させてクランプ位置を固定させる。次いで、ワークWが第1クランプ力C1より高い第2クランプ力C2でクランプされた状態で、キャビティ15aが完全に充填されるまで第1樹脂圧P1で溶融樹脂28aを注入し、ワークWが第2クランプ力C2より高い第3クランプ力C3でクランプされた状態で、キャビティ15aで充填された溶融樹脂28aに対して第1樹脂圧P1より高い第2樹脂圧P2で加圧する。
(もっと読む)
11 - 20 / 417
[ Back to top ]