
国際特許分類[B29C45/74]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 加熱または冷却 (620) | 射出ユニットの (75)
国際特許分類[B29C45/74]に分類される特許
1 - 10 / 75
射出成形機における熱可塑性樹脂の温度制御方法
【課題】射出成形機の通常の稼動を一時的に停止して加熱シリンダ内に有する熱可塑性樹脂の保温制御をする際、当該樹脂に炭化物が発生しないようにして保温制御することができる、射出成形機における熱可塑性樹脂の温度制御方法を提供する。
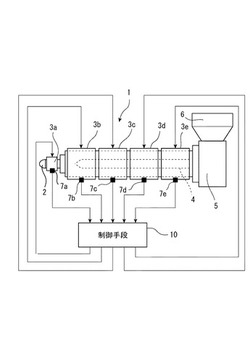
【解決手段】射出成形機で成形体を成形する通常の稼動から保温制御に切替えられた際、加熱シリンダ1内に有する熱可塑性樹脂が急激な降温により炭化しないようにするため、射出成形機の通常の稼動中に温度にばらつきのあった複数の加熱ヒータ3a,3b,3c,3d,3eを、炭化の発生することのない保温限界温度t2まで所定時間(n×T)をかけて降温し、降温された各加熱ヒータ3a,3b,3c,3d,3eの温度を一定になるよう制御する。これにより、加熱シリンダ1内に有する熱可塑性樹脂に炭化物が発生することを防止することが可能となる。
(もっと読む)
射出成形機

【課題】保温中の消費電力を更に低減させる射出成形機を提供すること。
【解決手段】本発明に係る射出成形機は、複数のバンドヒータ30〜34によって加熱される加熱シリンダ1を備える射出成形機であって、保温中における、複数のバンドヒータ30〜34のそれぞれに対する電力供給の有無を個別に設定可能とする。また、本発明に係る射出成形機は、複数のバンドヒータ30〜34のそれぞれに対する電力供給の有無を、成形中と保温中とで個別に設定可能とする。
(もっと読む)
射出成形機
【課題】加熱対象部材の温度をより柔軟に制御可能な射出成形機を提供すること。
【解決手段】本発明の実施例に係る射出成形機は、複数の温度制御ゾーンZ1、Z2、Z3、Z4に分割されて温度制御される加熱シリンダ1と、複数の温度制御ゾーンZ1、Z2、Z3、Z4のうちの所定の温度制御ゾーンZ1を加熱するバンドヒータ30と、バンドヒータ30で所定の温度制御ゾーンZ1以外の箇所Z1.5の温度を所定温度に制御する温度制御部20と、を有する。
(もっと読む)
射出装置、成形機、射出装置の制御方法
【課題】本発明は、駆動装置の寿命の低下や動作精度の低下を抑制することができる射出装置を提供する。
【解決手段】射出装置30は、射出部30aと、駆動装置50と、駆動装置50を冷却する、第1〜4の冷却通路91〜94と制御部1とポンプ100とタンク80とを備える。射出部30aは、可塑化された材料Mを収容する射出用バレル32と、射出用バレル32に形成されるノズル38と、射出用バレル32に収容されて可塑化された材料Mをノズル38を通して射出装置30の外部に押し出すプランジャ33とを備える。駆動装置50は、プランジャ33を駆動する。
(もっと読む)
プラスチックの可塑化装置
【課題】各種機械を小型で安価に製造するため、簡単な構造で、軸方向の寸法をより短くできるプラスチックの可塑化装置を提供すること。
【解決手段】プラスチック材料Mを加熱すると共に後方から前方へ送る通路となる加熱筒10と、加熱筒10の内部で回転することでプラスチック材料Mを後方から前方へ送るスクリュ20と、スクリュ20の前方端面21が近接して対面する内面31を備えると共に溶融プラスチックの出口通路32が軸心部に設けられている加熱筒ヘッド30とを具備し、直径を大径化して軸方向の長さを短尺化するように設けられるプラスチックの可塑化装置であって、スクリュ20は、外径部に複数条の螺旋溝22が設けられていると共に前方端面21は平坦に設けられ、加熱筒ヘッド30の内面31には出口通路32を中心として該出口通路32へ通じる渦巻溝33が設けられている。
(もっと読む)
成形機における射出装置
【目的】投入した多数のペレットが短時間に効率良く加熱且つ溶融され、品質の良い溶融樹脂を射出することができる成形機における射出装置とすること。
【構成】ペレット供給口11aを備えたシリンダー1と、シリンダー1内に配置されると共に軸方向に往復するプランジャー3と、プランジャー3を軸方向に往復移動させる駆動手段4と、錐体状の通路で且つ流入側大開口22aと流出側小開口22bとからなる多数の溶融孔22を有する溶融器2と、シリンダー1の射出側に設けられたノズル14と、溶融器2を加熱する加熱手段6とからなること。溶融器2はプランジャー3とノズル14との間に配置されると共に流入側大開口22aはプランジャー3に対面してなること。
(もっと読む)
フィードフォワード機能を有する射出成形機の温度制御装置
【課題】連続運転中に成形条件やパージ条件が変更された場合でも、条件変更による外乱の特性変化に即座に対応することができ、温度変動を防ぐことが可能な射出成形機の温度制御装置を提供する
【解決手段】設定温度SVから検出温度PVを減算して得られた温度偏差ETがPIDコントローラ102に入力される。PIDコントローラ102は、第1操作量PIDを演算し、加算器112に出力する。第2操作量MVは、第1操作量PIDとフィードフォワード量FFとを加算して得られた量である。ヒーター106は、第2操作量MVにより調整される。検出温度PVは、射出シリンダー108の実温度である。温度センサによって、射出シリンダー108の温度が測定され、検出温度PVとして、PIDコントローラの入力に負帰還される。これにより、フィードバック制御が行われ、ヒーター106によって射出シリンダー108は設定温度となるように加熱される。
(もっと読む)
射出成形機の温度分布矯正装置
【課題】 温度制御時に生じる温度分布のオーバシュートを排除し、正規の温度分布となるように、より正確な矯正を行うとともに、温度分布を変更する必要が生じた場合であっても、変更に対する自由度(柔軟性)、更には適応性及び汎用性を高める。
【解決手段】 加熱筒2におけるフィードゾーンZfを加熱する後部ヒータ3fの後方に配設し、後部ヒータ3fよりも、軸方向Fs長さが短く、かつワット密度が大きい矯正ヒータ3sと、後部ヒータ3fの後端3frから矯正ヒータ3sの軸方向Fs中央位置間に配設して、加熱筒2の温度を検出する矯正温度センサ4sと、矯正温度センサ4sにより検出した温度(矯正検出温度)Tsdと予め設定した矯正目標温度Tssに基づいてフィードバック制御を行う制御手段5とを備える。
(もっと読む)
射出成形機のノズルタッチ制御装置
【課題】射出シリンダの温度が上昇することで熱膨張し、全長が伸びて生じる過大な圧接力によって金型や射出装置が破損することを防止し、また、温度が下降することで熱収縮し、全長が縮むことでノズル先端より樹脂が漏れることを防止可能な射出成形機のノズルタッチ制御装置を提供する
【解決手段】射出装置を前進し(SA01)、ノズルと金型は圧接したか否か判断し(SA02)、圧接していない場合には射出装置の前進を継続し、圧接した場合にはブレーキを作動させ(SA03)、射出シリンダの現在温度Trを測定して監視温度Taとし、Taを基準温度Tbとして記憶し(SA04)、射出シリンダの現在温度Trを測定して監視温度Taとし(SA05)、|Ta―Tb|はTlimitより大きいか否か判断し(SA06)、大きくない場合にはステップSA05へ戻り、大きい場合にはブレーキを解除し、処理を終了する。
(もっと読む)
樹脂の温度制御方法
【課題】射出ノズルから射出される射出直後の溶融樹脂の温度が、適切な温度になるように制御する方法を提供する。
【解決手段】溶融樹脂は射出ノズル(17)から射出されるときに摩擦やせん断作用によって発熱し、加熱シリンダ(13)内の射出前の溶融樹脂よりも高温になる。金型から射出ノズル(17)を離間した状態で射出し、このときに測定される射出圧力(P0)が損失して熱エネルギに変化すると仮定する。そうすると発熱による溶融樹脂の温度上昇分(ΔT)を推定することができる。射出ノズル(17)の出口側の目標温度(Tt)を定める。加熱シリンダ(13)内の溶融樹脂の温度の射出前目標温度(Tk)は、射出ノズル出口側目標温度(Tt)から温度上昇分(ΔT)を減じたものとして決定する。
(もっと読む)
1 - 10 / 75
[ Back to top ]