
国際特許分類[B29C49/78]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | 構成部品;細部または付属装置;補助操作 (1,015) | 計量,制御または調整 (96)
国際特許分類[B29C49/78]の下位に属する分類
検査,例.漏洩のための (22)
国際特許分類[B29C49/78]に分類される特許
51 - 60 / 74
ロータリー式ブロー成形装置及びロータリー式ブロー成形方法
【課題】 ロータリー式であり、かつ、容器の模様と張り出し部を一致させるブロー成形により、付加価値を向上させるとともに、生産速度を高速化し生産コストを低減する。
【解決手段】 ロータリー式ブロー成形装置1は、連続回転する回転部材2と、缶9の下部を保持する複数の真空吸着手段3と、真空吸着手段3ごとに設けられ、缶9をブロー成形するブロー成形金型6と、真空吸着手段3ごとに設けられ、缶9の周方向に対する角度位置を検出し制御する周方向位置決め手段4と、真空吸着手段3を、少なくとも缶9の投入位置,センサ検出位置,ブロー成形位置及びブロー成形された缶9の取出し位置の間で、真空吸着手段3を移動させる移動手段5とを備えた構成としてある。
(もっと読む)
中空体製造ユニットを制御および調整するための方法および装置
本発明は、コンプレッサー(2)、ブロー装置(4)、そして制御ユニット(3)を有する中空体製造ユニット(1)を、制御し調整するための方法に関するものであり、そのときこの制御ユニットは、コンプレッサーだけでなくブロー装置も制御する。さらに、仕上げブローした容器からのブローエアのために、コンプレッサーへの還流システム(9)が設けられている。加えて本発明は、コンプレッサー、ブロー装置、そして制御装置を有して中空体を製造するための装置に関するものであり、そのとき制御装置はデータ交信するために、ブロー装置とだけでなくコンプレッサーとも接続している。  (もっと読む)
(もっと読む)
容器ブロー成形機のための流体流制御アセンブリと、このアセンブリを備える機械
本発明は、容器ブロー成形機のための流体流制御アセンブリに関し、この制御アセンブリは、ブローピン(1)と、少なくとも1つのブロー流体供給源と少なくとも1つの流体排出出口と上記ブローピン(1)との間をブロー流体が流れることを可能にする、ブロー流体の循環のための複数のパイプと、複数の流体循環パイプ内のブロー流体の流れを制御することが可能な弁とを備える。本発明は、これら弁のすべてがブローピン(1)を収容する本体(3)の前部上に配置されていることを特徴とする。  (もっと読む)
(もっと読む)
構成要素の位置決め方法および装置
方法および装置は、構成要素の位置決めに使用される。流体駆動装置は、ガイドに沿って構成要素を移動させる。構成要素の位置マークは、少なくとも1つのセンサによって検出される。センサの出力信号は制御ユニットに供給され、制御ユニットは、流体供給の変化を用いて構成要素の位置をセンサの出力信号に応じて調整する。  (もっと読む)
(もっと読む)
射出延伸ブロー成形方法

【課題】 ホットパリソン方式の延伸ブロー成形として、射出成形したプリフォームの胴壁内の温度分布を、外部からの加熱によらずプリフォーム自体により、射出成形時の山形から緩勾配の傾斜形の温度分布に変えて、トップロード値が向上したボトルの延伸ブロー成形を可能とする。
【解決手段】 射出成形したプリフォームを高温状態で離型する。離型後のプリフォームの内側冷却を射出コアにより継続する。内側冷却を射出コアからプリフォームを離型して停止する。プリフォームを中空状態で放置する。放置時間をプリフォームの温度均し時間とする。プリフォームを外表面温度がピーク温度後の延伸ブロー成形温度に降下するまで維持する。その成形温度領域で薄肉の中空成形品の延伸ブロー成形を行う。
(もっと読む)
プリフォームの成形方法、プリフォーム及び壜体
【課題】 プリフォームにおいて、異なる色合いの着色樹脂からなる複数の着色層を積層状に形成し、さらにこれら着色層の層厚を上下方向に徐々に変化させることを課題とするものであり、もって着色濃度、色合い、あるいはこの両者に係るグラデーションが高度に現出され、今までにない加飾性を有する2軸延伸ブロー成形の合成樹脂製壜体を提供することにある。
【解決手段】 底部中央に対向位置するゲートを介して金型のキャビティ内に少なくとも1つの着色樹脂を含む複数の樹脂を逐次的に射出する2軸延伸ブロー成形用のプリフォーム成形方法逐次射出法であって、ショートショット状態で金型キャビティ内に位置する先に射出した着色樹脂の中央部を楔状に突き進むように次に射出する樹脂を流動させて積層状とし、プリフォームにおいて、前記先に射出した着色樹脂からなる着色層の層厚が底部のゲートに対向する位置に向かって漸減的に変化するグラデーション領域を形成するようにする。
(もっと読む)
プリフォームの成形方法、プリフォーム及び壜体
【課題】 プリフォームにおいて、着色樹脂からなる着色層の層厚を上下方向に徐々に変化させることを課題とするものであり、もって着色濃度に係るグラデーションが高度に現出され、今までにない加飾性を有する2軸延伸ブロー成形の合成樹脂製壜体を提供する。
【解決手段】 2軸延伸ブロー成形用のプリフォーム成形方法において、
底部の中央に対向位置するゲートを介して金型キャビティ内に着色樹脂をショートショット状態に1次射出し、この1次射出の終了時点から所定の待機時間後、逐次的にプリフォームを形成する主材料となる主材樹脂を2次射出し、前記待機時間の調整により、2次射出により主材樹脂を、ショートショット状態で金型キャビティ内に位置する着色樹脂の中央部を突き抜くように流動させ、プリフォームの内周面近傍と外周面近傍に2重円筒状に着色樹脂からなる着色層を形成すると共に、この着色層の層厚がプリフォーム上方向に向かって徐々に減少するグラデーション領域を形成する。
(もっと読む)
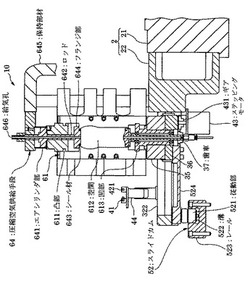
電動式打込み装置及びそれを用いた中空成形方法
【課題】本発明は、エンコーダを有するサーボモータを用いてエアノズルの打込み動作を行い、エアノズルの打込み位置を2段階に高精度に制御し、高品質の中空成形品を得ることを目的とする。
【解決手段】本発明による電動式打込み装置及びそれを用いた中空成形方法は、エンコーダ(10)を有するサーボモータ(11)によってボールネジ(12)を回転することによりスリーブ体(16)を介してエアノズル(2)を昇降させ、金型(52)内のパリソン(51)に対する2段階の打込みを高精度に行い、高品質の中空成形品を得る構成と方法である。
(もっと読む)
パリソン肉厚制御回路及びそれを用いた中空成形機の肉厚調整方法
【課題】本発明は、パリソンの長さを検出し、このパリソン長に基づいてパリソンの肉厚を制御し、高精度のパリソン長すなわちパリソン肉厚を得ることを目的とする。
【解決手段】本発明によるパリソン肉厚制御回路及びそれを用いた中空成形機の肉厚調整方法は、パリソン下端(20)と基準位置(21)間の距離(22)をパリソン長検出用リニアセンサ(23)で検出した検出信号(24)を用い、パリソン設定値(30a)の重みを補正し、波形設定値(31)の波形を補正することによって得たパリソン肉厚指令(25)を用いて中空成形機(1)の肉厚調整装置(5)を制御してパリソン(8)のパリソン長を一定に制御する構成と方法である。
(もっと読む)
最適なプラスチック分布状態のブロー成形容器の製造システム及び方法
容器の形成方法であって、パリソンを受け入れるステップと、キャビティを備えた金型でパリソンを包囲するステップと、パリソンをこの金型内でインフレートさせてキャビティのところに可動領域を備えたブロー成形容器を形成するステップとを有する。この方法は、ブロー成形容器を充填する前に可動領域を再位置決めするステップを更に有する。  (もっと読む)
(もっと読む)
51 - 60 / 74
[ Back to top ]