
国際特許分類[B29C49/78]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | 構成部品;細部または付属装置;補助操作 (1,015) | 計量,制御または調整 (96)
国際特許分類[B29C49/78]の下位に属する分類
検査,例.漏洩のための (22)
国際特許分類[B29C49/78]に分類される特許
61 - 70 / 74
吹込み成形機で減圧弁をバイパスするための制御器及び方法
本発明は、吹込み成形機のヘッド成形用具の液圧位置決め弁30へ供給される圧力を減圧する減圧弁34と、減圧弁をバイパスさせる制御器とである。減圧弁と電気式制御器とは、吹込み成形機のヘッド成形用具のピン及びダイの組立て体位置を制御するシリンダ40の圧力を調整するのに使用される。本発明では、作業サイクルのうちの「パリソン成形」時間以外のすべての時間中、圧力が減圧される。本発明は、また吹込み成形機の、ヘッド成形用具のピン及びダイの組立て体位置を制御するシリンダ圧力を調整し、かつ吹込み成形機の減圧弁をバイパスさせる方法でもある。  (もっと読む)
(もっと読む)
中空成形機におけるブロー成形条件の設定方法およびその設定方法を有する中空成形機。
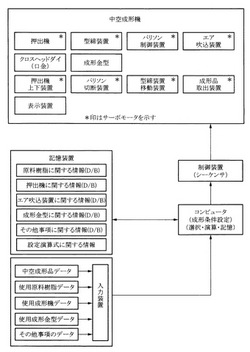
【課題】
中空成形機の運転操作者が少ない設定作業で誤りのない最適なブロー成形条件を容易に設定でき、中空成形品の品質や中空成形機の運転操作性の向上を図ることのできるブロー成形条件の設定方法を提供する。
【解決手段】
コンピュータに使用される樹脂特性データベース・押出機データベース・吹込装置データベース・成形金型データベース・知識情報等の諸情報を備え、入力されたブロー成形される中空成形品データ・使用する原料樹脂データ・中空成形機データ・成形金型データ等の諸データに対して適合する押出機に関する押出条件、型締装置に関する型締条件、エア吹込装置に関する吹込条件、ブロー成形の成形サイクル時間等のブロー成形条件の全部または一部を設定する。
(もっと読む)
蛇腹付き中空ダクトのブロー成形方法

【課題】
解決しようとする課題は、蛇腹部が付随し且つ異型な中空ダクトのブロー成形において、該蛇腹部にバリを生成させないよう該蛇腹部の内径よりも細い外径をもつパリソンを適用した場合、該ダクトの端部には該パリソンの樹脂がまわりきらないので成形そのものができないという点である。
【解決手段】
パリソンコントローラーにより該蛇腹部に対応する位置を必要十分に厚肉に、それ以外の部分を必要十分に薄肉になるよう形成したパリソンをプリピンチし、該パリソン内に相対的に低圧な空気を吹き込むことによりプリブローし、その後型締めして相対的に高圧な空気を吹き込んで成形することにより前記課題を解決した。
(もっと読む)
パリソンマーキング方法及び肉厚調整装置
【課題】本発明は、パリソン肉厚制御設定値を変動させることにより、パリソンの外周面に凹凸状のリングマークを形成させ、従来のペンやスプレー等を用いないようにすることを目的とする。
【解決手段】本発明によるパリソンマーキング方法及び肉厚調整装置は、パリソン(10)の肉厚を制御する1サイクル中において、一定間隔毎にその時のパリソン肉厚制御設定値を変動させることにより、パリソン(10)の外周面(10a)に凹凸からなるリングマーク(22)を形成する方法及び構成である。
(もっと読む)
ブロー成形品の仮想試作品形成用装置及び方法
プラスチックのプリフォームの加熱をシミュレートするための方法が提供される。プリフォーム幾何形状がプリフォーム設計プログラムに入力される。オーブン幾何形状及び少なくとも1つのオーブンにわたるプリフォームの空間位置が与えられる。加熱情報が与えられ、第1及び第2の加熱源の温度が計算される。プリフォーム幾何形状、プリフォームの空間位置、冷却空気の温度、及びプリフォームの材料の吸収スペクトルに基づいてエネルギー方程式が解かれる。最終的に加熱されたプリフォームの少なくとも1つの断面の温度特性が計算される。 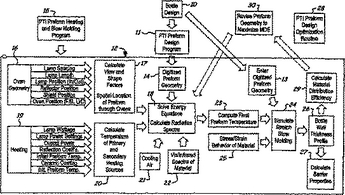 (もっと読む)
(もっと読む)
プラスチック材料からなる容器の製造方法および設備
本発明は、プラスチック材料の容器(1)の製造方法および装置に関し、容器のプリフォーム(3)の少なくとも幾つかのエリア(2)を、前記エリアの温度が構成材料のガラス転位温度を超えるように温度調整する工程と、プリフォーム(3)に流体を射出し、プリフォームを膨張させて容器として成形する工程とを含む。本発明によれば、流体の少なくとも一つの射出パラメータを制御することによって、プリフォームの前記エリアを自由に膨張させ、すなわち金型なしで膨張させて、最終的な容器(1)を得る。  (もっと読む)
(もっと読む)
ブロー成形容器における自動破裂検出のために特別に設けられた機器を用いた装置および方法
本発明は、プラスチック・ボトルに生じた破裂を検出するように適合した、プラスチック・プリフォーム、またはパリソンから中空プラスチック体をブロー成形するための装置に係わる。本装置自体は、差圧変換器(10,11)と、関連する第1の供給流路(101)を伴う低圧ガス供給源(103)と、関連する第2の供給流路(105)を伴う高圧ガス供給源(104)とを備えている。差圧変換器は、第2の供給流路内に横方向に配置された1つ以上の管(3,4)で構成される。これらの管にそれぞれ含まれる分離したチャンバは、前記第2の供給流路の内部に開く開口(5,6)を有する(ピトー管)。それぞれ圧力を検出するように適合した2つのセンサ(7,8)は、別々に前記各チャンバに接続する。ブロー成形サイクル中、所定の時点でのすべての圧力変動を処理、比較し、その結果は、破裂または無音のガス漏れ等の重大な不備が、特定のボトルのブロー成形プロセス中に起きたかを示す。  (もっと読む)
(もっと読む)
ポリラクチド樹脂を用いたインジェクション・ストレッチ・ブロー成形方法
特定比率の乳酸立体異性体と伸張比をもつPLA樹脂を、インジェクション・ストレッチ・ブロー成形することにより、容器が製造された。この方法により、良好な製造速度で良好な品質の容器の製造が可能になった。
(もっと読む)
プラスチック製品のブロー成形装置
プラスチック材料のボトルのブロー成形用装置は回転ターンテーブルを含み、その円周外側上に金型(4)をもたらす。各金型(4)は3つの成形形状(5、6、7)を有し、パリソン(12)が供給されないかもしれない形状をブローしないようにパリソンのブロー操作の始めから終わりまで別々にコントロールすることができる。  (もっと読む)
(もっと読む)
プラスチック形成プロセスの監視及び制御方法及びシステム
本発明は、設備を用いてプラスチック容器を生産するためのシステムの製造及び認証動作方法に関する。設備は、それによって生産される容器の品質に影響を及ぼす少なくとも1つの制御可能な作用を有する。本発明の方法は、容器の製造性及び許容性に影響を及ぼすパラメータについて検査する段階と、設備(18,16,14,24)の動作を監視する段階と、容器の許容性に影響を及ぼすばらつきについて、生産された容器を検査する段階と、上記検査及び監視段階中に得られた情報に応答して、ばらつきを排除するように設備の動作を自動的に制御する段階と、容器の許容性を認証する段階とを含む。これらの段階の一部又は全ては、各段階及び動作パラメータについての所定限度に対する適合性を確保するために、製造プロセスの種々の段階及び動作パラメータを監視するコントローラ(34)などによって自動的に実施される。 (もっと読む)
61 - 70 / 74
[ Back to top ]